















President
The use of CO2lasers in the metal fabrication industry has grown substantially in the past decade, creating a greater demand for assist and process gas delivery systems.
Today's lasers can cut material up to 1-1/2 inches (37 millimeters) thick or more and require gas flow volumes that are beyond the capabilities of standard compressed-gas cylinders. In light of this, proper gas selection and supply modes must be determined.
 |
| Figure 1 |
The most economical method of gas supply for the volumes demanded by laser assist gas cutting is cryogenic storage systems. Various systems are available, ranging from the portable containers commonly referred to as liquid cylinders to permanent installations, or bulk tanks. The correct storage system is determined by the work load expected of the laser.
To understand the gas requirements for laser materials processing, a laser operator must understand the basic design and operation of CO2lasers.
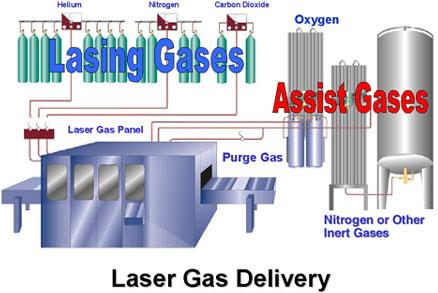
CO2lasers comprise an active medium that is placed between two sets of mirrors known as an optical resonator. Electricity charges the medium and excites it, starting a spontaneous emission of light. As this process continues, the light is amplified, hence the name light amplification of stimulated emission of radiation: laser. CO2lasers used in material processing require lasing gases, purging gases, and assist (process) gases (see Figure 1).
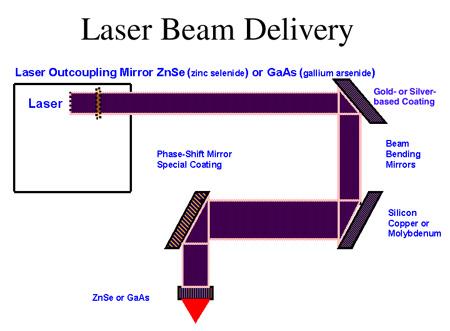
All CO2lasers use a mixture of helium, nitrogen, and carbon dioxide to excite the medium. The action principles are the same for all CO2lasers (see Figure 2). Different designs use different methods to excite and cool the gas mixture in the resonator cavity. Other gases, such as carbon monoxide and hydrogen, may be added to supplement the basic three-gas mixture that normally is used.
 |
| Figure 2 |
The volume of gas used in the lasing process is fairly small; flow rates can be 1 to 2 liters per minute or less. This low flow demand does not lend itself to the use of gases supplied in cryogenic form.
Laser resonator gases are supplied in high-pressure cylinders instead of cryogenic cylinders. High-pressure gases (2,000+ PSI) are best-suited for laser gases because of the low volume requirements (1 to 3 liters per minute) and in cases in which a predetermined mixture (premix) of the gases is required. The required gases cannot be mixed in a cryogenic container.
In addition to the beam-generating gas mixture, industrial laser applications require these three types of gases: beam delivery purging, multiaxis fast purging, and assist.
To ensure operator safety, the laser beam never should be transmitted without a protective cover. The laser beam itself needs protection when it is transmitted from one mirror to another. If it is not protected, thermal blooming (an effect that can disrupt the beam and reduce power and focusing ability) can occur. This phenomenon is caused by the presence of airborne particles and vapors in the beam delivery tubes but can be avoided by purging the tubes with moisture- and particle-free dry nitrogen.
Maintaining the proper protection requires nitrogen flow rates of 50 to 85 liters per minute at pressures of 8 to 12 bar. Small, 45- to 60-liter-capacity cryogenic vessels serve this purpose nicely.
Lasers used for material processing perform many different operations, including cutting, welding, cladding, and marking. These processes may require an assist, or process, gas. The type of gas needed varies according to the process and material.
Nonferrous Materials. Nonferrous metal cutting requires higher gas pressure, flow, and purity levels than does ferrous metal cutting.
Most lasers have three or more cutting nozzles. Nozzle sizes vary from 0.7 to 3 millimeters or larger for most lasers, although nozzles of 4 to 5 millimeters have been used. Pressure and flow requirements for each nozzle vary, depending on the type and thickness of material being cut. Maximum cutting speed, edge finish, and assist gas pressure depend on the particular alloy and assist gas purity.
Ferrous Metals. When cutting mild steel, an oxygen assist gas can be used. The oxygen creates a chemical reaction with the substrate being cut, requiring minimal pressures and flows. Cutting stainless steel, on the other hand, requires high-pressure nitrogen, which enables material removal during the cut.
Nitrogen pressure and flow levels are much higher than those of oxygen. Pressures as high as 20 bar and flows as high as 42 cubic meters per hour are required. Oxygen may be used to start the cut, but it must be purged from the cut edge to prevent oxidation.
As lasers have become more powerful, the pressure and flow amounts that are needed to complete the process have increased. Gas pressure and flow must meet minimum specifications for the laser to perform correctly. Required pressures of 400 PSI and flow rates in excess of 3,000 CFH are not uncommon.
Cryogenic gases are the most economical supply method for laser systems, but some obstacles must be overcome to fully satisfy the requirements.
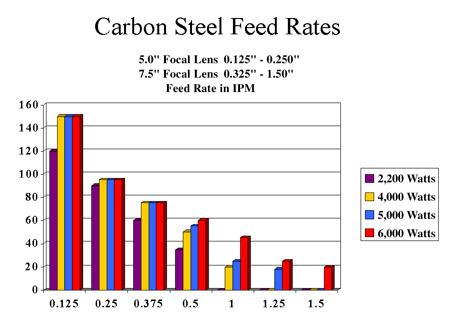
The average power of CO2lasers has increased to 4 to 6 kW in the past few years (see Figure 3).
 |
| Figure 3 |
In addition to substantial assist gas flow rates, pressure that exceeds the normal storage pressure supplied by cryogenic vessels also is required for modern CO2lasers. Normal storage pressures are 15 to 25 bar; pressure required for laser cutting may be as high as 30 bar. Higher-pressure vessels can be used (27 to 40 bar), but they usually cost more. They also have limited availability and are costly to refill in terms of time and lost production.
Additional cryogenic flow capacity can be added to a system with an external ambient air vaporizer, which is a series of connected aluminum extrusions that delivers cryogenic liquid to a vaporizer with a large surface area. This increases the system=s ability to convert liquid to vapor.
Shops also can use external mechanical pumps to increase pressure, but this type of pump is expensive and requires a lot of maintenance.
In addition to high-pressure mechanical pumps, gases can be supplied by membrane systems that produce oxygen and nitrogen. The major drawback of this type of system is its inability to produce the required purity levels. Most membrane systems produce gas purity in the 98 percent to 99 percent range; the recommended purity requirement for oxygen is 99.95 percent or higher and 99.996 to 99.999 percent for nitrogen. Lower purity results in slower cutting speeds or imperfections in the cut area.
Gases can be supplied in high-pressure cylinder banks or palletized manifolds (normally referred to as cradles). The required pressures and flows can be achieved from supply systems such as these but normally at a premium price compared to gases supplied in cryogenic systems.
The CO2laser market is growing rapidly, and the demands for increased flow, pressure, and purity are growing along with it. Gases supplied in various forms have been used to meet the demand in the metal forming market. The proper selection of assist cutting gases is critical for a cost-efficient operation.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





