















Contributing Writer
 |
In the last 20 years, the use of industrial lasers for cutting, drilling, welding, marking, and cladding has increased dramatically. Industrial lasers, unlike their laboratory cousins, are not designed with continuous monitoring in mind. The laser often is assumed to be operating at peak performance, when in reality it is not. Unless a skilled operator can identify the problem quickly and take corrective measures, it is possible to produce large quantities of nonconforming parts that can substantially reduce profitability.
The object of a laser-driven manufacturing process is to deliver the right amount of energy, distributed correctly over the target area, at the appropriate time. Industrial lasers, particularly Nd:YAG lasers, function in multimode operation, making determination of beam quality essential.
While beam quality can be determined when the laser is built, it does not remain unchanged throughout the laser's life. Internal components, such as cavity mirrors, flash lamps, diodes, and delivery optics, can change over time, and each component can affect the performance of the laser. In addition, for lasers using flash lamps, changing the power level almost always changes the mode structure of the beam.
As laser manufacturing is pushed to higher performance levels, the beam quality often can mean the difference between acceptable and unacceptable parts.
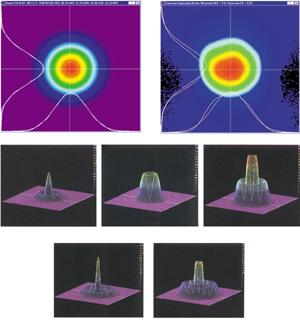 |
| Figure 1: These simulated (left) and actual (right) beam profiles both appear to be focused properly, but the simulated beam profile is actually a composite of five subprofiles (below), none of which shows peak performance as the profile would suggest. |
In research and development labs, sophisticated instrumentation has been available for more than 10 years that completely characterizes a laser beam, thus determining its quality. This instrumentation is difficult to incorporate at the manufacturing level, however, because it cannot withstand shop environments. As a result, operators often use nonelectronic techniques to evaluate beam quality, such as burn papers, fluorescing plates or cards, or direct test burns. While these methods are inexpensive, they do not reveal the subtleties that can affect end-use performance.
Nonelectronic techniques rely on the human eye to evaluate the images produced and therefore are subjective. Even though the eye is excellent at seeing many logarithmic levels of brightness, it can distinguish among only a few linear shades of gray, which is often where these subtleties are found. In addition, nonelectronic methods are static, so they do not reveal short-term fluctuations.
Electronic beam profiling is another method for evaluating beam quality. This process measures the spatial intensity of the beam and can display the images in two or three dimensions. However, it does not measure the fundamental property of good beam quality. As the two images in Figure 1 show, a beam profile that looks good does not necessarily mean that the beam focusability also is good.
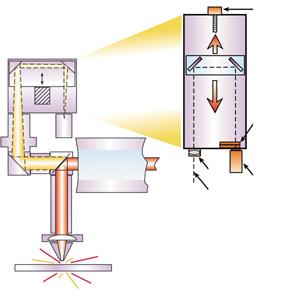 |
| Figure 2: An online laser monitoring system can be retrofitted to an existing laser or engineered into a new laser and includes a beam-splitting device, sealed tubes, turning mirrors, and an analyzer/monitor module. |
Beam focusability, in fact, is the one parameter that unambiguously determines the amount of useful energy delivered to the work surface. The beam focusability factor, or M2, has been used in research and development laboratories for many years to characterize the focusability of the laser's energy.
Laser beam intensity often is directly related to the beam focusability, for if the energy cannot be focused to the proper size at the laser output, it will not reach the work surface with the desired effect. This parameter now is described in an ISO 9001 method (11146), and some laser manufacturers are using it during assembly to produce a "birth certificate" that can be stored permanently to show the performance of the new laser. It also can be used for tuning or as a diagnostic tool for troubleshooting.
Recent advances in instrumentation allow an online beam focusability technique to be either retrofitted to an existing laser or engineered into a new laser. The system includes a beam-splitting device, sealed tubes, turning mirrors, and an analyzer/monitor module (see Figure 2). These permanently mounted accessories can be located almost anywhere on the laser or its mounting plate. The analyzer/monitor module is easily removed and can be used on multiple lasers in the same facility. The instrumentation is suitable for both continuous-wave (CW) and pulsed Nd:YAG lasers operating at the 1,064-nanometer wavelength.
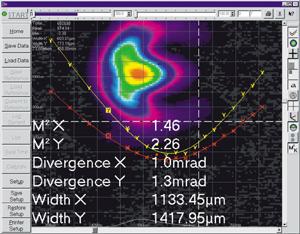 |
| Figure 3: Analysis results are displayed on a screen so operators can monitor the performance of the laser in terms of beam profiles, focusing curves, and real-time M2 calculations. |
The instrument samples a small amount (0.4 percent) of the energy leaving the laser and calculates the beam focusability factor by the ISO 9001-approved method. Once this calculation has been made, the instrument can compute the beam focusability factor in real time by measuring the beam width in the X and Y directions and applying the curve parameters determined previously.
The results are displayed on a screen so operators can monitor the real-time performance of the laser (see Figure 3). Customizable displays also allow the operator to compare the instantaneous values with those of the reference values, along with the two-dimensional beam profile. When viewed in real time, this display offers new insights to the true performance of the laser.
An online laser beam performance monitor can be compared to an engine monitor for an automobile. If the engine is operating properly but the car will not move, then it is logical to assume the problem lies in some other part of the vehicle. Similarly, if the laser's operating parameters are within acceptable limits, then any event causing nonconforming parts can be traced either to the delivery system or the target optics. Conversely, if the laser's operating parameters drift outside acceptable limits, then the process should be halted until the source of the laser's problem is identified and corrected.
In multiple-laser installations, the data gathered from one laser can be used to match performance to the other lasers, so that they all produce substantially the same performance when set to the same operating parameters. Because the data can be stored and recalled at a later date, it can provide the necessary evidence required by ISO 9001 that the laser process was performed in an acceptable and repeatable manner.
This data also is useful when attempting to "fingerprint" malfunctions and associate them with characteristic images. It can be valuable when the laser technician needs to diagnose a laser that is not operating properly. Trend analysis of the data could be used in statistical process control and may be able to predict maintenance intervals for critical parts.
Of course, this instrumentation has limitations. First, because the analysis is performed at the laser's outlet, it cannot determine any malfunctions in the delivery or focusing optics. Second, retrofitting requires that the laser be taken out of service while the beam-splitting optics are installed. And last, this instrumentation is more costly to install than nonelectronic equipment.
Online laser beam performance monitoring now is available for general use. It can instantly alert the operator to malfunctions. It offers performance documentation and efficient tuning and adjustment, and it supports statistical process control. Most important, online monitoring tells the operator what is really happening to the laser system.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





