















Por qué importa la alimentación del haz
Herramientas avanzadas alimentan, dan forma y enfocan el haz láser para el trabajo en turno
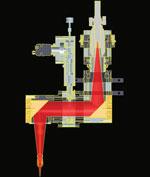
Figura 1: Los dispositivos ópticos reflectantes ofrecen enfriamiento directo mediante sustratos de cobre. Esto permite que dichos dispositivos funcionen bien para aplicaciones industriales de alta potencia.
Este artículo ha sido adaptado y actualizado a partir de la presentación de Mecanismos Láser “Advanced Solutions for Laser Beam Delivery”, hecha por el Gerente de Sistemas de Fibra Tom Kugler en FABTECH®, Nov. 15-18, 2009, Chicago, ©2009 por Fabricators & Manufacturers Association y Society of Manufacturing Engineers.
En estos días los láseres han penetrado un buen trecho de las aplicaciones metalmecánicas; corte, soldadura, soldadura fuerte, revestido, tratamiento térmico, taladrado y más. Los tipos de láser varían. Quienes hacen corte convencional de hojas planas tienen más opciones actualmente, sea láser de disco o de fibra de estado sólido o la variedad de gas de CO2. Las aplicaciones de soldadura, soldadura fuerte y revestido pueden recurrir a diferentes tipos de láser, incluyendo diodo directo, bombeado por diodo, bombeado por lámpara con flash y otras interacciones de láseres YAG. Sin embargo, eso es sólo la mitad del cuadro. El láser más poderoso del mundo no puede funcionar sin un sistema de alimentación del haz afinado con precisión.
Su diseño depende de la aplicación, pero unos cuantos elementos básicos son la base. Juntos proporcionan un sin fin de opciones para encontrar la forma más efectiva de llevar al haz y darle forma en su trayectoria desde la fuente láser hasta la pieza de trabajo.
Tipos de dispositivos ópticos
Los haces pueden ser alimentados y enfocados usando una combinación de óptica transmisiva (lente) o reflectante (espejo). Los dispositivos de óptica transmisiva, los más comunes, son enfriados indirectamente, con enfriamiento por agua cerca de donde está montado el dispositivo. Los dispositivos ópticos reflectantes pueden manejar niveles más altos de calor, razón por la que muchos los usan para aplicaciones de alta potencia. Pueden tener sustratos de cobre con canales maquinados justo unos cuantos milímetros debajo de la superficie, permitiendo enfriamiento directo por agua (vea la Figura 1).
Los dispositivos ópticos transmisivos funcionan mejor para láseres hasta de 4 a 6 kW. Más allá, los dispositivos ópticos reflectantes con sustratos de cobre son mucho más aptos debido a que resultan en mucho menos desplazamiento térmico del foco. Dichos desplazamientos ocurren por la acumulación de calor. Imagine una lente convexa simple, más gruesa en el centro que en las orillas. Cuando atraviesa un láser, el centro de la lente estará más caliente que las orillas, debido a que en el centro se concentra la mayor parte de la energía láser; en los sistemas enfriados de forma indirecta, también da la casualidad de que está más lejos de la zona de enfriamiento. Este calentamiento expande el dispositivo óptico ligeramente y así puede mover en realidad el punto de foco una cantidad considerable. Este desplazamiento térmico ocurre durante unos cuantos minutos.
Los dispositivos ópticos enfriados directamente, por otro lado, tienen sólo una décima parte del desplazamiento térmico, y éste ocurre en milisegundos y no en minutos. El enfriamiento directo, que minimiza el cambio de temperatura en el dispositivo óptico, lo hace posible.
Aspectos básicos de la alimentación del haz
Entre la fuente láser y la cabeza de enfoque, los haces láser industriales pueden ser alimentados mediante dispositivos ópticos reflectantes o por una fibra óptica. El método de alimentación depende del tipo de láser y de la potencia involucrada. Los láseres de CO2 requieren una serie de dispositivos ópticos reflectantes, mientras que muchos láseres de estado sólido—incluyendo variedades de disco, d fibra así como bombeados por diodo y bombeados por lámpara con flash—pue-den viajar a través de una fibra óptica de alimentación hacia la cabeza de enfoque.
El hecho de que un láser sea de estado sólido no lo hace automáticamente alimentable a través de una fibra para todas las aplicaciones. Por ejemplo, ciertos láseres YAG de potencia pico alta usados para aplicaciones de taladrado en el mercado aeroespacial utilizan espejos estándar para alimentar el haz, como los láseres de gas. La energía láser y la potencia pico simplemente son demasiado altas para la alimentación por fibra convencional (vea la Figura 2).
Para láseres que usan dispositivos ópticos reflectantes, varios elementos ayudan a alimentar el haz a la cabeza (o cabezas) de enfoque. Un desviador de haz usa espejos enfriados para dirigir el haz láser a 90 grados de su trayectoria original. Además se ajusta ligeramente para alinear el haz justo para la siguiente etapa de viaje.
Una lanzadera de haz esencialmente es un espejo móvil. Cuando es introducida en el haz, ésta baja el haz láser hacia una de varias trayectorias. En un sistema de dos trayectorias, una lanzadera de haz se coloca abajo de la trayectoria del haz. Para cambiar la trayectoria, la lanzadera de haz se mueve para interceptar el haz, bajándolo a una trayectoria alternativa. Cuando la lanzadera regresa a su sitio, el haz regresa a su trayectoria previa. Un sistema podría tener muchas lanzaderas de haz, aunque hasta tres es lo típico. Los haces pueden enviarse a diversos espacios de trabajo, o a un dispositivo de diagnóstico en algunos casos.
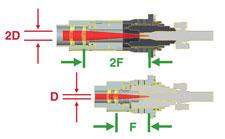
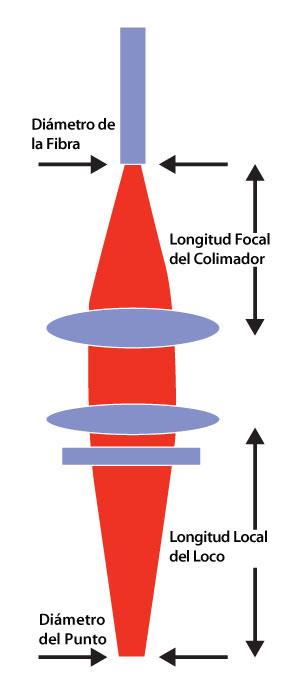
Figura 3: Un colimador de haz láser toma la energía del haz de la fibra de alimentación y la cambia a un tamaño de haz—a un valor entre 5 y 45 mm de diámetro—que puede dirigirse y enfocarse con lentes y espejos. Mientras más lejos esté de la fibra de alimentación el dispositivo óptico del colimador, más ancho será el haz paralelo resultante.
Las lanzaderas y desviadores no pueden mandar un haz a varios lugares simultáneamente. En otras palabras, no dividen al haz, sólo cambian su dirección. Para mandar un haz láser de gas a varias áreas al mismo tiempo, entran en escena los divisores de haz. Estos incluyen un dispositivo óptico que es sólo 50% reflectante, más o menos similar a un espejo polarizado o a anteojos de sol espejeados. Dicho dispositivo óptico tiene recubrimientos especiales que dejan pasar la mitad de la potencia del haz láser, mientras que reflejan la potencia del láser restante en una nueva dirección. Esto significa que el 50 por ciento de la potencia del haz es reflejado en una trayectoria de haz, y 50 por ciento es reflejado en otra.
Muchos usan divisores de haz para procesar componentes generalmente a medio metro de distancia o menos. El separador permite que una fuente de potencia láser mande energía a dos cabezas de enfoque, las cuales con frecuencia procesan partes idénticas. El arreglo es rentable debido a que un láser con el doble de potencia no es el doble de caro. En otras palabras, dividir una fuente de potencia láser puede ser menos caro que comprar dos láseres completos. Dichos arreglos gemelos esencialmente pueden compartir elementos del mismo sistema de movimiento, lo cual también es menos caro que dos sistemas separados.
En láseres alimentados por fibra óptica, la mayor parte de la separación del haz ocurre en la fuente de potencia, cuando la energía del haz entra en las fibras de alimentación. Esto simplifica enormemente el envío de la energía del haz a diversas áreas de trabajo.
Colimación del haz
Los láseres alimentados por fibra requieren colimación. Ésta toma la energía del haz de la fibra de alimentación y la cambia a un tamaño dehaz—un valor entre 5 y 45 mm de diámetro—que puede dirigirse y enfocarse con lentes y espejos (vea la Figura 3).
Un haz de una fibra de alimentación emerge como un cono de luz que continuará expandiéndose hasta que se impacte con algo que lo colimará a un haz paralelo. Mientras más lejos esté de la fibra de alimentación el dispositivo óptico del colimador, más ancho será el haz paralelo resultante. El dispositivo óptico colimador se localiza en su punto focal. Si el dispositivo óptico tiene una longitud focal de 100 mm, debe posicionarse a 100 mm de donde emerja el haz de la fibra de alimentación.
Las longitudes focales típicas de colimador de haz son de 25 a 200 mm. Los láseres de alta potencia usualmente se benefician de colimadores con longitudes focales largas, debido a que esto permite que la densidad de potencia de disperse, poniendo menos calor concentrado a través de los dispositivos ópticos y extendiendo su vida.
En sistemas alimentados por fibra, una fórmula simple da una idea del tamaño de punto mínimo que llega a la pieza de trabajo: diámetro del punto = diámetro de la fibra de alimentación x (longitud focal de la óptica de foco / longitud focal de la óptica del colimador). Es por esto que un colimador de longitud focal más larga no sólo significa que el diámetro del haz colimado será mayor, sino que también el tamaño del punto de foco final sobre la pieza de trabajo será menor (vea la Figura 4).
Los láseres con una alta calidad de haz y diámetros pequeños de fibra requieren colimadores con longitudes focales cortas. Esto se debe a que estos haces tienen muy baja divergencia; se dispersan sólo ligeramente cuando salen de la fibra de alimentación. No se requiere una distancia focal grande para colimarlo a un haz paralelo, y luego enfocarlo al punto de foco deseado. En un láser de fibra típico de modos múltiples, como se usa ahora en varias máquinas que cortan hojas planas, el haz que sale de la fibra de alimentación puede tener un diámetro entre 20 y 45 mm. Los láseres de un solo modo—usados con más frecuencia para aplicaciones de baja potencia como microsoldadura—podrían tener un diámetro de haz de sólo 5 ó 10 mm. (Observe algunas cuestiones básicas sobre láseres: un haz de “10 micrones” producido por un láser de CO2 y un haz de “1 micrón” de un láser de fibra o de disco se refieren a la longitud de onda de la luz del láser, no al diámetro de su haz.)
Componentes de la cabeza de enfoque
Encontrar y mantener la forma y el tamaño de punto de enfoque óptimos depende de la aplicación, pero todos los láseres usan algunas herramientas comunes para lograr el punto y mantener el foco lo más consistente posible durante todo el ciclo de procesamiento.
Cabeza de autoenfoque. En esta configuración, la cabeza de enfoque se ajusta con base en la realimentación ya sea de un sensor de pieza de trabajo por contacto o sin contacto. En el arreglo sin contacto, la boquilla de gas actúa como un sensor capacitivo para medir el espacio entre ésta y la pieza de trabajo conductiva abajo. Luego esta señal se dirige a un servosistema que ajusta la altura de la cabeza para mantener el foco óptimo, incluso si la altura de la superficie de la pieza de trabajo varía inesperadamente. Para material no conductor, puede usarse un sistema de detección por contacto tradicional, que incluye un brazo con punta rodante en el extremo.

Figura 6: Existen cientos de variedades de boquillas, todas hechas para varios parámetros operacionales.
Para hacer estos ajustes, una máquina de corte láser puede mover la cabeza en Z. O una cabeza de enfoque puede tener un ajuste del eje Z independiente, el cual funciona bien con ciertas aplicaciones, como cabezas montadas en robots, que pueden no ser capaces de reaccionar lo suficientemente rápido para ofrecer ajuste de altura durante el proceso.
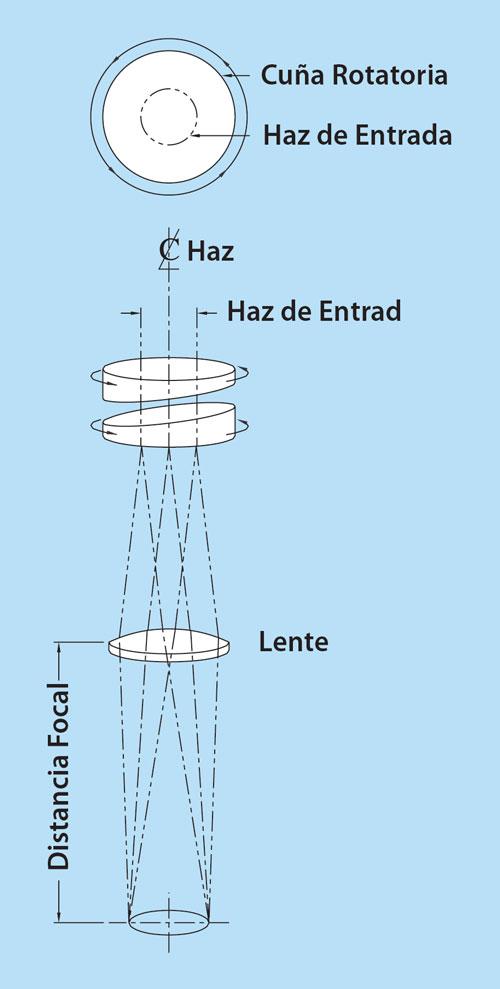
Trepanadores. Estos dispositivos ópticos envían el haz en un círculo para cortar agujeros precisos muy rápido. Un trepanador óptico tiene un par de dispositivos ópticos en forma de cuña separados una distancia corta. Rotando una de estas cuñas se crea un desplazamiento con respecto a la línea central del haz, moviendo el punto de foco rápidamente. Ajustando las posiciones de estas cuñas y rotándolas al mismo tiempo, el sistema crea un movimiento de trépano circular de radios y velocidades variables (vea la Figura 5).
Otra estrategia de trépano usa espejos accionados por servomotor para cambiar la longitud de la trayectoria del haz de forma que su punto focal se mueva en un círculo. Haga de cuenta que la sección transversal del haz es la rueda de una antigua máquina de vapor, y el punto focal es el punto de articulación de biela en el diámetro exterior de la rueda. La posición del haz en sí no se mueve de derecha a izquierda, ni hacia arriba y hacia abajo. Más bien, desplazar la longitud de la trayectoria del haz hace que un eje del haz cambie rápidamente, permitiendo que el punto focal viaje rápidamente en un círculo.
Exploradores y espejos Galvo. Colocados justo antes o después de la lente de foco, estos espejos servoaccionados dirigen el haz láser rápidamente de un punto a otro. Se usan especialmente en aplicaciones de soldadura remota, en las cuales la lente de foco puede estar a un metro o más de la superficie de la pieza de trabajo.
Boquillas. Literalmente existen cientos de tipos diferentes de boquillas (vea la Figura 6). Seleccionar la mejor requiere sopesar muchas variables, incluyendo las características de la parte, la operación en cuestión (corte, soldadura, plaqueado, tratamiento térmico, etc.), las carac-terísticas del material, así como la longi-tud de onda del láser. La selección de la boquilla de hecho es una ciencia en sí misma.
Para procesar un objeto con obstrucciones mecánicas y otras restricciones para acceder al área de trabajo, podría quedar bien una boquilla larga y delgada. El corte de hoja plana con detección de altura capacitiva puede requerir una boquilla corta y gorda. Sin embargo, mientras más largas y delgadas sean las boquillas, más frágiles pueden ser mecánicamente. El diámetro del orificio también cambia con los parámetros. Para muchas aplicaciones son suficientes las boquillas maquinadas, pero el procesamiento crítico con láser puede obtener ventaja de las boquillas formadas en frío, las cuales ofrecen un acabado liso con apariencia de espejo.
El tipo y el espesor del material también juegan un papel. Por ejemplo, en una aplicación con lámina metálica, un sistema láser puede obtener ventaja de una boquilla tipo regadera, la cual tiene pequeños agujeros para chorro de gas alrededor de un orificio central. Esto distribuye el gas auxiliar alrededor de la circunferencia de la boquilla y evita que la hoja delgada de lámina se sacuda durante la operación del láser.
Visualización “a través de la lente” (through-the-Lens). Durante años, los sistemas láser de alta potencia han usado un láser infrarrojo visible para ayudar al operador a enfocar el haz. Desafortunadamente, estos láseres visibles enfocan en un plano diferente al del láser de procesamiento real. Así que para un trabajo de precisión, el cual puede requerir enfoque preciso así como monitoreo general del proceso, muchos han usado visualización “a través de la lente”. Cámaras montadas arriba de la trayectoria del haz pueden ajustarse de forma que su punto focal sea el mismo que el del haz láser. Con estos sistemas, lo que usted ve es realmente lo que usted obtiene.
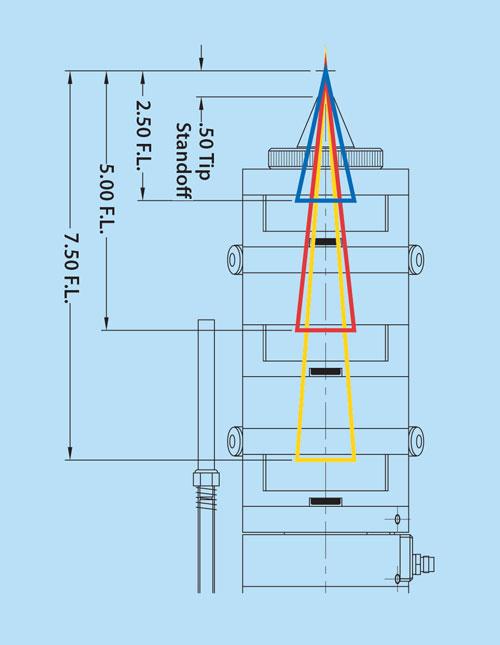
Cajones de lentes. Un cabeza de enfoque puede tener cartuchos—o cajones de lentes—que aceptan lentes de diferentes longitudes focales. Un sistema típico para corte láser podría tener un cartucho con una lente de longitud focal de 5 pulgadas, y, justo arriba, otro cartucho con una lente de longitud focal de 7.5 pulgadas. Dichos sistemas de dos lentes permiten un cambio de lente rápido. La boquilla tendrá la misma separación de la pieza de trabajo, incluso después de un cambio de lente. Debido a las posiciones de los cajones, no se necesitarán ajustes adicionales de la cabeza de enfoque (vea la Figura 7).
Protección contra colisiones y elisión. Los sistemas de protección contra colisiones básicamente actúan como un interbloqueo. Cuando se rompe, el sistema se apaga, evitándole a la máquina un daño más severo. Estos pueden involucrar conmutadores mecánicos, interruptores de proximidad, sistemas neumáticos y otras herramientas. La protección contra colisiones evita la destrucción de la cabeza de enfoque.
Además pueden salvar una pieza de trabajo grande y cara. Digamos que un láser corta una pieza grande de hoja y se impacta a la mitad de la operación. Algunos dispositivos de protección contra impacto permiten al operador restablecer la cabeza y empezar de nuevo en un cierto punto, de forma que la pieza de trabajo completa no se vaya al montón de desperdicios.
Ciertos sistemas además ofrecen elusión de impactos. Usando las mismas he-rramientas de detección que la función de autoenfoque, la tecnología de elusión de impactos continuamente envía señales de regreso al controlador. Si la superficie de una pieza de trabajo no está donde debería estar, manda una alerta, tratando de detener un impacto antes de que ocurra.
Considerando todas las variables
Hay otros factores que importan en el láser además de su tipo. Ya sea que usted esté usando un YAG de CO2, de fibra, de disco, bombeado por lámpara con flash o bombeado por diodo, o cualquier otro, elegir la alimentación del haz y el sistema de enfoque correcto puede ser vital. Si no es alimentado ni enfocado correctamente para la aplicación, ningún haz láser—sin importar su calidad—puede ser verdaderamente efectivo.
About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

{kind=link}
{kind=link}
{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
La mezcla de gas auxiliar impulsa la tecnología del láser de fibra

2
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

3
Máquina de corte por láser diseñada para el mercado mexicano

4
La sierra de doble carro sigue los contornos del tubo perfectamente

5
La máquina procesadora de placas crea biseles complejos en un solo corte
