















Successful automation isn't automatic
Fabricators need to communicate and ask the right questions
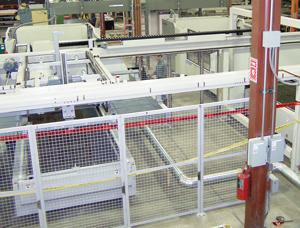
Figure 1The location of structural supports and electrical supplies influence the placement of a laser cutting cell and material handling automation in a plant.
As with so many other ventures in life, successfully implementing a laser automation system rests on one key practice: communication.
Whether it's moving machinery or scheduling people or digging up the building's original blueprints, communication makes or breaks the installation effort. The back-and-forth conversation has to be constant, or somebody ends up frustrated.
First, you've got to figure out what the facility looks like. This calls for researching drawings related to factory layout and building foundation (see Figure 1). This will help determine where the machine can be placed.
Once those areas have been determined, it's time to look at machine drawings and installation plans. After all, after you're done cutting, the parts have to go somewhere.
A typical installation takes four to six weeks, but parts generally don't begin rolling out of the lasers until the seventh or eighth week after installation begins. To get parts produced by that eighth week requires scheduling enough employees to help unload, set up, and assemble. Some of the activities those employees will be involved with include locating sewer mains, chalking out the footprint of the new machines, and carefully cutting through concrete floors. That opens the door for the installers—probably contractors—to pour foundations and wire the new machines.
Automation for the Fabricator
Fox Valley Metal-Tech in Green Bay, Wis., installed a Mitsubishi River automated material processing system in 2006. Using an Ethernet-connected PC control, the equipment wraps a detailed tracking and reporting system around its automated material delivery and storage functions. The result is an automation system that can handle just about anything Fox Valley's fabrication schedule can throw at it.
"We challenge the system," said Steve Corbeille, Fox Valley's vice president of operations. "We were able to put a lot of different materials on it. We had more than 140 different types of materials that we kept on the floor in inventory at all times. We didn't put all of our material in there; we just put in the ones we used the most."
He estimated that 90 percent of Fox Valley's fabricating jobs flow through the River system and on to the lasers (seeFigure 2).
The 3,600-watt lasers are connected to the River's 91 shelves of material. Each shelf holds up to 4,400 pounds of 5- by 10-foot material, including stainless, aluminum, and mild steel, from thin-gauge up to 1-inch plate. The company puts 30 to 40 different kinds of metal across its lasers on any given day, requiring a nimble inventory system that can track down the right piece right away.
The Fox Valley installation went smoothly because the company prepared for it and asked the right questions of itself and the technology provider. As a result, Corbeille said only minor things had to be addressed, and the line was up and running from the first day. Here are some of the questions Fox Valley asked.

Figure 2A large automated material processing system feeds two laser cutting machines at Fox Valley Metal-Tech in Green Bay, Wis.
Question 1:
Why Are We Automating?
Automation for automation's sake isn't a good business plan. Without the proper due diligence, an automation project can be derailed easily by overblown investment and expectations.
Fox Valley actually began seven years ago with the purchase of a Mitsubishi MSCI automation system. That original investment was made because the fabricator was losing money related to scrap generated by bad material transfer practices. An ISO study of Fox Valley's operation revealed that moving certain materials with a forklift, particularly stainless and aluminum, was causing scratches that resulted in rejected parts.
This system was soon upgraded to the MSCIII system with River Navigation, which allowed Fox Valley to make two important changes. First, instead of having to move sheets and plates from the wood pallets on which they were delivered to metal skids, the automated system allowed operators to load them directly into a storage tower. That reduced handling and damage.
Second, using the MSCIII to pick up the parts with suction and deposit them directly into laser loading bays also helped minimize scratching.
"We had a significant reduction in the rejection of material by reducing material handling upfront," Corbeille said.
Question No. 2:
Are We Prepared for the Information Onslaught?
Any automation requires software to run it, and software can present a ton of information that can be used to run a fabricating shop more efficiently.
Fox Valley takes advantage of the automation's tracking ability. The control system, designed by Ncell Automation, not only maintains an up-to-the-minute library of material on the shelves, but it also generates reports on material usage and parts production for whatever period of time the user desires. It also supplies and tracks production on other fabrication machinery in the plant, even if it's not made by Mitsubishi.
In addition, Fox Valley uses the software to track its large assortment of partial sheets, an important issue for a cut-to-order job shop and one that the management team wrestled with when it was looking for an automation system (see Figure 3).

Figure 3If the laser cutting machine does not use up an entire sheet, the material processing system will return the remnant to a dedicated pallet. The software provides Fox Valley Metal-Tech with the means to track and reuse the remnants when possible.
"What do you do with that half-sheet or that quarter-sheet?" Corbeille said. "Working with Ncell, we were able to do a relatively simple thing, which allowed us to put the remnants on top of our full sheets. And since you're able to look at what you have in your tower, the first thing you ask is, 'What do we have for remnants to use up first?' They'll burn that remnant and then cut into the full sheet."
The shop tracks all of its remnants. After the remnants are denested postproduction, the system takes them around to the storage towers again. An operator then places a sheet of cardboard between the remnant and the top sheet to avoid scratching.
What if the shop generates numerous remnants of a specific material on a given day? The operator really doesn't want to load remnants five or six high on top of a stack—which will only make for more work later when the software calls for a full sheet.
Fox Valley creates a pallet exclusively for remnants, and the software recognizes the pallet as just that. Whether the remnants are 48- by 48-in. or 48- by 60-in. Fox Valley puts them side-by-side and pulls them down when they are needed.
The ability to track and reuse those remnants efficiently solved a longstanding problem for Fox Valley: Remnants are no longer spread all over the place.
Question No. 3:
Can the Automation Accommodate Expansion?
Sometimes it pays to be an optimist. That's the case when investing in your first automated storage and retrieval system.
When Fox Valley purchased its MSCIII, it came standard with an eight-shelf tower, with an option to expand that to 20 shelves. Ultimately, most fabricating operations begin to look for more shelving like Fox Valley did. The companies realize the benefit of automation as a warehousing tool and see it as a better way to organize their overall facility.
Large automated storage and retrieval systems aren't limited to job shops with a high mix of metal fabricating orders on a daily basis. Manufacturers with limited product lines might also have need for expanded shelving.
For example, a manufacturer of silos cuts large amounts of galvanized steel in just a few different thicknesses, and it wants to use an automated material process system to feed a long line of laser machines. The eight laser cutting machines perform similar cutting jobs, but the increased volume puts the manufacturer in a position of wanting as many shelves as possible.
Question No. 4:
Do We Really Need Buffer Stations?
The answer is yes. Most definitely, yes.
Because shops often use their automation systems to support two or more lasers, the lags between retrieval time and cycle time on the lasers can create scheduling snarls. That's why buffer stations are needed. Fox Valley's Corbeille calls them "pallets-in-waiting."
"You can actually run one gauge of material in one laser and one gauge in the other and not ever be waiting for automation to keep up with the laser," Corbeille said. "That has been a disadvantage for some companies that have tried to do two lasers with automation, because they're really able to pull from only one station. That might work fine for an OEM, but if you're a job shop, you're floating material in and out all the time."
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




