















Contributing Writer
On modern laser cutting machines, most of the internal functions are automated. Focus point is changed remotely via a cutting database or technology table. Assist gas change and pressure are system-controlled as well. The numerically controlled cutting database has taken over almost all of the operational commands, leaving simple functions such as nozzle or focus lens alignment or change to the operators.
 |
Higher laser powers of 2,500 watts and more have advanced the technology too. These high powers can process thicker metal, but the real advantage has been increased feed rates on thin metals. Cutting speeds on metal have increased almost threefold with the use of inert gas.
Ultrafast flying-optic laser cutting machines, introduced in the late 1990s, and punch-laser combinations have been gaining ground. Ultrafast laser cutting systems that use linear-drive technology offer fast part processing time in combination with accuracy and reduced setup times. With the integration of several work stages in the punching unit, the manufacturing of a variety of components becomes possible at a lower cost per component on punch-laser combination machines.
 |
| Figure 1 Laser-punch combination machines perform a variety of punching operations and CO2laser cutting in one system. |
As a result of the harsh economic climate of the past two years, the need for higher volumes of the same part numbers is disappearing. Today many manufacturers are looking closer at lasers and combined fabricating systems to meet low-run production while having the flexibility to accommodate any market requirement.
However, it's important to understand how the features of the current technology will fare into the future. Evaluating which features will become obsolete and costly in the years to come is the real challenge.
Punch-laser combination machines have been used in the industry since the 1980s. These machines perform a variety of punching operations and CO2laser cutting with up to 3,500 W in one system (see Figure 1).
 |
| Figure 2 Laser-punch combination machines integrate punching, nibbling, forming, marking, contouring, bending, tapping, and laser cutting operations in a single unit, giving them the ability to produce complex and varied parts. |
The punching operation can be generated either by a hydraulic system—with the possibility for more than 1,000 hits on 1-millimeter axis movement-or by a servomotor-driven mechanism that combines electrical servo technology and mechanical power transmission. Another option is the recently introduced linear-drive motor technology, which allows the punch-laser to work as fast as a three-axis, high-speed laser system.
These combination machines can perform punching, nibbling, forming, marking, contouring, bending, and tapping operations (see Figure 2). Typically, the laser is used for outside part contouring and special inner contours to prevent nibbling marks and sharp edges and to reduce material handling, the number of operations, and the need for special tools.
Modular extensions to the system include loading-unloading equipment (see Figure 3) and true multiaxis part sorting or stacking robots. The laser-cut parts are guided outside the working area via trap doors and conveyor systems. From this point or even straight from the cutting position, a multiaxis sorting and stacking robot can transfer the parts to their programmed sorting addresses.
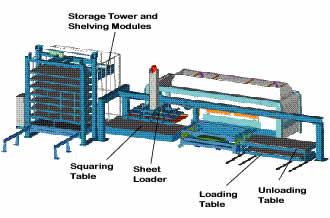 |
| Figure 3 Modular extensions to the system include loading-unloading equipment and multiaxis part sorting or stacking robots. |
High-speed laser cutting machines can process components of various contours, thicknesses, and materials. They can cut 1-mm-thick mild steel at 20 meters per minute or faster, and a 3,500-W laser can cut mild steel up to 20 mm thick (see Figure 4). To achieve these high speeds, laser cutting systems have been developed that dramatically reduce assist gas consumption, and part processing speed has increased, neither of which lowers part quality.
Acceleration recently has increased with the introduction of linear-drive technology (see Figure 5). New, rigid machines had to be developed to support positioning speeds up to 300 m per minute and acceleration of more than 20 m per second squared while maintaining path accuracy.
 |
| Figure 5 A 3,500-W laser can cut mild steel up to 20 mm thick. |
 |
| Figure 4 Digitally controlled linear-drive motor technology has created a new generation of high-speed laser cutting systems. |
With new drive and speed developments, as well as more material handling devices such as loading and unloading units, the laser processing time for a complete sheet has been reduced significantly.
The biggest trend in laser cutting over the last 10 years has been toward automation. Some companies have justified the purchase of laser automation by saying it reduces labor requirements; however, this is just one element. The consistent operation of an automated cell, especially with a laser at the heart of it, offers flexibility to the manufacturer.
With automation, reaction time to customer demands is minimal. If the part can be drawn, then it can be processed and put into a production schedule with no tooling inventory to manage or pallets to prepare for processing.
More and more companies are implementing lean manufacturing strategies to minimize wasted movement and overproduction of parts, in turn reducing inventories. An automated laser cell can help companies achieve these goals.
While the basic elements of laser cutting have not changed in the last 20 years, continuous improvements have been made to each portion of the processing window. The future of any technology, however, depends on how that technology serves the user. Integrating new laser technology into laser cutting systems or combination machines seems to be a move in the right direction to meet future market demands.
Johannes Ulrich is a manager of the laser division of Finn-Power International Inc., 710 Remington Road, Schaumburg, IL 60173, 847-885-3200, fax 847-885-9692, rjk@finnpower.com, www.finnpower.com. Finn-Power manufactures hydraulic and servo-electric turret punch presses, flexible manufacturing cells and systems, lasers, press brakes and robotic press brakes, automated benders, and other sheet metal fabrication equipment.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





