















Editor-in-Chief
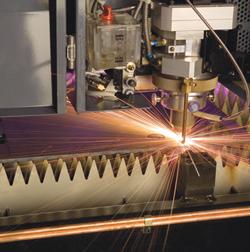
Photo courtesy of NTC America, Novi, Mich./PRC Laser, Landing, N.J.
Who would think that a $400 laser lens could mean a great difference in the performance of a $1 million laser cutting machine? Unfortunately, not enough fabricators do. People who supply laser lenses to these metal fabricating shops can back up that observation. They have seen shops spend hundreds of dollars to "fix" machines that simply needed a lens cleaned or replaced, and they can tell you the story about the fabricator that forgot to replace a cracked lens in a laser, only to watch the lens explode and damage the internal parts of the machine tool.
It's an oversight that can be very costly for the fab shop, but old habits are hard to break.
"You have a lot of job shops that may only have one laser or one piece of fabricating equipment," said Bob Ireland, vice president, technical sales and marketing, II-VI Inc., an optics supplier to metal fabricators. "The other pieces may take contamination much better, such as a stamping press. The laser machine has more critical requirements, and if they are sold to job shops that aren't used to those kind of requirements, then it's fairly understandable why they do it the way they do it."
The motivation for change, however, is easy to understand. Money, money, money.
A 1.5-inch laser lens that delivers the laser beam to the cutting material typically runs $350 to $400 each. Go through enough lenses, and the cost of these particular laser consumables will catch someone's eye.
Additionally, if the lens is not in optimal shape, the laser cutting machine's performance is not optimal. Cutting speeds slow down, and pierces become unreliable. Sometimes laser operators slow the machine down to compensate for the atypical machine behavior, which directly affects shop floor throughput.
The situation got so bad for one fabricator that he issued every laser operator in the shop his own laser lens, according to Dianne Devereaux-Michael, CO2 product manager, Ophir Optics Inc.
"The first thing that happened is that they started being more careful. They would take it out, and they would clean it because they didn't want to go back to the shop foreman to get another lens unless they absolutely had to," she said.
That's a little extreme, but it drives home the importance of having a clean laser lens. A better rule of thumb—or what seems to be the golden rule of lens cleaning—is to check the lens after each shift. No one seems to think that's a bad piece of advice.
"We have a 7,000-watt machine installed, and it's cutting 3/4-, 1-, 11/4-inch carbon and stainless. So it's on high power all the time and running 20 hours a day, six days a week," said Dan Robinson, director of sales and marketing, PRC Laser Corp. "They are able to get about 800 hours out of their lenses because they are careful. They check the lens once a shift no matter what. So they make the visual inspection and maybe do a cleaning."
The talk about checking the lens is a little misleading in the sense that the operator is really checking for damage to the coating. Any perceived contamination of the lens is actually damage to the coating, the protection that helps to extend the lens's lifespan.
"It's a thin line between cleaning and ruining your lens," said Ophir's Devereaux-Michael. "You don't want to use cleaners that are too harsh because it will damage the coating."
When the coating begins to go, so are the chances of getting 800 hours out of a lens.
"[Contamination] increases the absorption of the lens and that can lead to what we call thermal lensing, where the main focal length will become slightly shorter and lead to poor cutting in the machine," said Steve Rummel, quality manager, infrared optics, II-VI Inc. "Ultimately in severe cases, you can create a thermal gradient from center to edge in the lens, which results in thermal stress in the material; in severe cases it could explode. If that happens, it's not just replacing the lens; then you have the whole beam delivery system because there can be debris scattered throughout the beam delivery."
To avoid the big bang, here's a simple rundown for checking the lens:
1. Put on finger cots or rubber gloves before handling the lens. Maintenance lubricants—and even skin oils—can lead to lens contamination. "You should really avoid touching the coated surface of the optics," Rummel said.
2. What specifically are you looking for? First, look for any material that might have blown back onto the lens during the piercing process. If the operator is not using the blowoff nozzle or the standoff distance is wrong, more material is kicked back onto the lens and could wind up sticking to it. That could lead to a burn spot on the lens, which ruins the optics. Second, an operator should look for spots at the top of the lens, according to PRC Laser's Robinson. Particles that have become spots at the top of the lens may be an indication that problems exist with the beam delivery system, because, obviously, the sealed-off area is allowing particles of some type to pass through. Third, if no spots exist, a cleaning may be necessary to remove dust, smudges, or even a film that sometimes appears on the lens as a result of dirty air used during the blowoff process.
3. If a cleaning is in order, place the lens on a lens tissue for protection. Use an air bulb to remove loose contaminants, such as dust or lint particles. Avoid using shop air lines because oil and water might wind up on the lens, damaging the lens's coating.
4. If smudges or fingerprints are detected, dampen a 100 percent cotton swab or a high-quality surgical cotton ball with acetone or isopropyl alcohol and gently wipe the lens surface with the damp cotton. (Please note that some lens providers recommend avoiding the use of cotton swabs or cotton balls to clean lenses. Check with the lens supplier prior to cleaning.)
5. For tougher contaminated spots, such as oil stains, dampen the cotton swab or ball with white distilled vinegar and gently wipe the lens clean. This needs to be followed up with a gentle wipe of a cotton swab or ball dampened with acetone, so that the acetic acid from the vinegar is removed.
6. If those cleaning methods do not work, consult with the lens manufacturer's technical support or Web site.
Fabricators should be aware that today's laser cutting machines have a direct impact on the lens life as well.
The emergence of advanced optics is helping to keep the laser nozzle out of harm's way during piercings. The nozzle actually retracts as much as ½ inch away from a plate when the pierce takes place—adaptive mirrors keep the pierce point where it needs to be—and the resulting volcanic explosion has less chance to send molten metal up the nozzle. After piercing, the nozzle's focal point is returned to where it needs to be.
On the other hand, today's laser cutting machines are very powerful. That can put a lot of stress on a lens.
"Again, this has a lot to do with the beam's diameter," said II-VI's Ireland. "You can have a situation where a 6-kilowatt laser is filling most of the diameter of the lens, and there is a better thermal gradient environment. Where a 4-kilowatt is focused on a very small spot on the lens, you would have a more severe condition on the latter than you would the former."
The full dirt on laser lenses? Keep 'em clean. It's an absolute necessity in today's world of low margins and increasingly expensive consumables.
"You can buy the best equipment in the world, but if you don't take the time to train your people and clean your equipment, you are just spending your money and not getting your dollar's worth," said Devereaux-Michael. "When the machine is not running, you are not making money."


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





