















Director of Sales
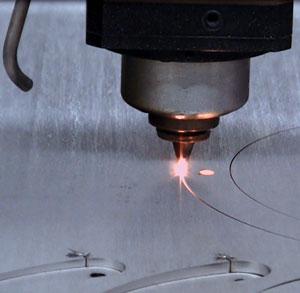
Figure 1: The Optiplex is designed to complete a cutting head changeout automatically—which includes nozzle cleaning and change, focal point adjustment, and profiling—in under one minute.
Divided we stand? That's how S&B Metal Products sees its business. It's a metal fabricator with $23 million in annual sales, 120,000 sq. ft. of manufacturing space, and 130 employees, yet its goal is to be able to react as fast as the small competitor down the street—the one where the equipment operator and operations manager may be one and the same. The key is having multiple locations with some fabricating redundancies, so S&B Metal Products can be responsive to any challenge.
In all honesty, that wasn't the plan in the beginning. Chuck Sterling and Paul Balliette started the company in Ohio in 1974. They eventually expanded down to Lakeland, Fla., in 1986 after finding that there was a market for sheet metal fabricating. Spending more time in the Sunshine State just happened to be an added perk.
Sterling eventually exited the business, and Balliette enticed a friend, Steve Campbell—who filled the "S" slot nicely in S&B—to help run the business. Campbell, a longtime Parker Hannifin Corp. operations executive, joined the company in 1996 and sought to establish a fabricating network that could respond quickly to a variety of metal manufacturing challenges.
In 1998 S&B Metal Products expanded to Brandenton, Fla., and in 2002 to Daytona Beach, Fla. It now has four locations including its Twinsburg, Ohio, and Lakeland, Fla., operations. Each ISO 9001/2008-certified facility has laser cutting, press brake, and welding capabilities. However, each facility also offers something somewhat different as well. For example, the Twinsburg and Brandenton facilities have Mazak Mark II laser cutting machines with automated load and unload capabilities. Once the programmers create the nests and the material is stacked in the proper sequence, the machine then can laser-cut throughout the night without supervision, helping S&B keep its labor costs down. The Twinsburg and Bradenton plants also have powder coating lines for those customers looking for fabricating and finishing services from one invoice.
"The philosophy was to keep our shops smaller to service our customers better. A lot of times you get so big and have too many masters that you end up not properly servicing anybody," Campbell said.
That wasn't the only business philosophy that Campbell brought with him from his days at Parker Hannifin. He introduced better cost control practices, lean manufacturing practices, and employee recognition programs.
Over the years he also has helped S&B Metal Products build up its Florida business, and today the fabricator enjoys a diversified customer base. The Ohio facility serves larger, longtime customers, while the Florida facilities tend to make parts for more midsized companies. The balance served the company well during the Great Recession as the four facilities weren't pulled down by a few customers affiliated with a few severely hit industries, such as the automotive sector.
Coming out of the downturn, Campbell said that they witnessed many of their competitors go out of business. In fact, a Florida fabricator that S&B Metal Products considered to be very similar and always seemed to have business coming in the front door closed up shop; the competitor didn't have its costs under control.
Campbell wasn't going to let that happen. S&B Metal Products' managers know the company's labor and overhead rates, which means that every job that is won is a money-making opportunity. However, like in any lean manufacturing environment, the pursuit of reducing waste is never-ending. Campbell saw an opportunity to purchase a new laser cutting machine that would not only be a perfect fit for the low-volume, quick-turnaround jobs that make up a large part of the business, but also produce some cost savings at the same time.
S&B Metal Products had the capability to produce high-volume jobs efficiently with its automated laser cutting operations at two of its facilities; it was the small jobs that weren't being produced as efficiently as they could be. The laser cutting machine operators often were changing nozzle and gas settings based on the need to expedite the order rather than making each cut cost-effectively.

Figure 2: With the new laser cutting machine, operators can pay closer attention to ensuring the right parameters are used for a cost-efficient cut rather than worrying about simply keeping the laser running to avoid downtime.
For the operators, it all boiled down to the time needed to change out the laser cutting head on the 14-year-old machine at the Lakeland location. Twenty to 30 minutes could pass in between cutting head removal and getting the laser ready to cut again. Nozzle centering and focal point adjustment on that old laser ate up a great amount of the operator's time.
Like any metal fabricator, S&B Metal Products was cutting all types of metal, such as aluminum, carbon steel, and stainless steel, in thicknesses reaching up to 0.75 in. for certain carbon steel jobs. As a result, laser cutting machine operators would delay production of certain jobs until they could run large batches of similar material.
"Well, that's not real efficient when you are talking about throughput, inventory reduction, and just-in-time delivery," Campbell said. "That just doesn't make sense."
When it came time to replace the old laser at the Lakeland facility, Campbell found a machine that did make sense in a 4-kW Optiplex from Mazak Optonics (see Figure 1). He had other Mazak machines and was thinking about standardizing equipment across the company's four locations. The Optiplex's automated setup features helped to make that decision easier.
Of the many new features that came with the machine, one of the most exciting for Campbell was the ease with which the laser operator can switch out the torch head in under one minute. Also in that time, nozzle changeout, focal point adjustment, and profiling can take place.
"It's amazing how far the technology has come in lasers over the last 10 years," Campbell said.
S&B Metal Products had the new laser installed in December 2011. It was up and cutting production parts about one month later.
Now the operators don't have to worry about delaying jobs in the hopes of creating large-batch projects (see Figure 2). The laser cutting machine is keeping up with whatever is thrown its way, moving seamlessly between the 5.5- and 7-in. cutting heads and using the cutting gases that are best for the job.
"We are constantly bouncing back and forth between materials and different thicknesses. Again, that's why the automatic head changing feature is so valuable," Campbell said.
Torch changes now take about 40 seconds, he estimated.

Figure 3: Gas tungsten arc welding of stainless steel is one of several value-added operations that S&B Metal Products offers its customers.
"We track our changes by day, and we change 12 to 14 times per day [on one shift]. In the past, we might change once or twice," Campbell said.
He estimated that S&B Metal Products also has reduced its gas usage by at least 25 percent. Additionally, the company is seeing less need for secondary grinding on some laser-cut parts because now the right combination of gas and cutting head is producing cleaner cuts.
In order to utilize the torch head's automated quick-change features, the operator occasionally puts different materials on the laser cutting bed at the same time. For instance, he may put aluminum and stainless steel on the bed together. In this case, the laser cuts the aluminum parts, goes back to the initial staging area to remove any spatter from the lens, switches out to another torch and nozzle, and goes back to cut the stainless steel parts. While this occurs, the operator is staging the next job. When the cutting of the first job is complete, a pallet changer moves the next job into position, and the operator unloads the previous job and begins to set up the next one.
While a load/unload option may make sense for many metal fabricators, Campbell said that this wasn't the case for S&B Metal Products' situation in Lakeland. It was more interested in increasing throughput of its low-volume, high-mix jobs.
"The main reason that we purchased the Optiplex is that it met the requirements to be the cornerstone of our lean manufacturing strategy. Our customers require us to provide them with very quick turnarounds at a competitive price," he said. "This we must accomplish in an efficient manner with little or no wasted time or materials."
Now when a customer calls up asking for next-day delivery of a part, S&B Metal Products can take the customer's DXF file, import it into the machine programming software, clean it up, download it into the laser, and immediately engage the cutting program. This can be done without worrying that the job is going to delay other, dissimilar jobs for hours. If the order is placed early enough in the day, next-day delivery might turn into same-day delivery.
The lean lesson in Lakeland is to fabricate quickly, in a quality manner, and in the most effective way. By doing this, cost and waste reduction fall into place.
"When we make a part, we just don't laser-cut it. We bring value by laser cutting, bending, welding, polishing, painting, powder coating, and assembling. Laser cutting is just a small part of our overall cost. If we cut it at 100 IPM or 130 IPM, it really doesn't matter. What matters is an efficient cut. We are keeping our costs down as best as we can while making good, accurate cuts," Campbell said.
"We're not just a laser shop. We're a fabricator," he added (see Figure 3).
Unlike some fabricators that believe a machine tool has to be run 24 hours a day to achieve a quick return on investment, Campbell said he is more interested in maintaining a piece of equipment that is an integral part of the company's manufacturing strategy for the long term. One of the first actions taken was to place a roof over the machine's cutting bed to protect it from the dust and dirt normally associated with any fabricating operation.

Figure 4: Besides putting the roof over the cutting bed, technicians installed lights on the inside to help operators observe the cutting process. “We also lit it up real good so it’s easy to see in,” S&B Metal Products’ Steve Campbell said.
"So we have our exhaust, but we also have the roof and bellows over parts of it. We didn't want all of the dirt and dust building up in there," Campbell said (see Figure 4).
Meanwhile, the laser operators continue to learn how the machine operates during specific cutting applications, taking note of what gas, nozzle, and speed combinations deliver the best result. The equipment does come with suggested operations specifications, but that operator's insight often delivers an even greater level of production efficiency.
Campbell said S&B Metal Products likely will be adding another laser cutting machine in the near future to replace an older model that lacks the quick-changeout features and blazing cutting speed. The decision, however, won't be made based solely on what is the latest and greatest technology; how the laser technology can improve S&B Metal Products' responsiveness to customers' demands will be the greatest influence on the purchasing decision. Company management is united in that approach to equipment procurement.
S&B Metal Products, 5301 Gateway Blvd., Lakeland, FL 33811, 863-644-9070, www.sbmetal.com


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





