















Industry Specialist, Fabrication

Your laser doesn't have to remain in the Dark Ages. A new resonator and other equipment enhancements can increase the machine's performance capabilities.
To improve laser performance and increase capacity in their shops, sheet metal fabrication companies often consider acquiring new laser cutting equipment, which involves a large capital outlay.
Many existing laser machines are in excellent working condition today but are limited by aging resonators and other outdated equipment. Upgrading the resonator is an alternative method for improving piercing time, cutting speed, and cutting capacity and reducing maintenance and operating expenses. Another option, a full laser cutting machine renovation, can equip the existing machine with state-of-the-art technology. Both alternatives can be achieved without the high cost of replacing the entire system.
In a typical diffusion-cooled slab resonator (see Figure 1), the laser gas mixture is static. Cooling water is circulated through the slab electrodes, thereby extracting heat directly from the excitation cavity. The laser beam is generated in the 0.060-in. gap excitation cavity between the slab electrodes, where radio frequency is used to excite the gas.
The asymmetric parabolic mirrors at each end of the slab electrodes intensify the laser beam by reflecting it back and forth across the surface of the electrodes. The laser beam exits the cavity where the shorter parabolic mirror allows it to pass through a diamond window and beam-shaping optics. Since the slab electrodes and parabolic mirrors are sealed in a chamber, periodic maintenance and long-term repair are minimized. The only major replacement component is the RF tube, which has a life expectancy of more than 15,000 hours.
The diffusion-cooled design produces a TEM00 mode, which can be described as a pure Gaussian power distribution curve (see Figure 2). As a result, it achieves a high power density and a nearly perfect beam quality.
For an upgrade to a diffusion-cooled resonator to make economic sense, several criteria must be met in advance. The benefits of the technology cannot be achieved if the machine or the application limits performance, which in turn affects financial considerations.
Machine Considerations. The existing laser system is one of the most important factors, because resonator performance is directly related to the equipment design, construction, and condition. The machine should have a well-built frame, drives, and cutting tables capable of long-term production demands.
Moving-optic designs that use dual cutting tables are recommended for a resonator upgrade because of their fast material transfer capability. Laser/punch combination machines also warrant upgrade consideration because of their dual functionality and high replacement costs. Machines that incorporate costly features such as material handling systems, rotary cutting, and elaborate foundations are less expensive to upgrade than to replace.
Conversely, light-duty, inexpensive, easily replaced laser cutting machines are poor candidates for upgrade.
Application Considerations. The machine and the diffusion-cooled resonator need to comply with the material processing limits of the application. In other words, the machine drive speeds and the maximum material cutting speeds need to correspond to take advantage of a diffusion-cooled resonator upgrade.
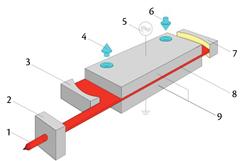
Figure 1 A typical diffusion-cooled slab resonator design consists of a (1) laser beam, (2) beam-shaping unit, (3) output mirror, (4 and 6) cooling water, (5) RF excitation, (7) rear mirror, (8) RF-excited discharge, and (9) wave-guiding electrodes.
For example, if an application consists of oxygen-cutting a large volume of 10-ga. through 1-in. steel plate, then upgrading a ball screw machine with a 4,000-W, diffusion-cooled resonator is advisable. However, if the application involves nitrogen-cutting a large volume of 16-ga. stainless steel, the ball screw drives would limit cutting speeds to less than 400 IPM, while the resonator would be able to support cutting speeds of more than 600 IPM. In that case, an upgrade would not be recommended.
A linear-drive machine equipped with an aging 2,000-W resonator is limited in cutting light-gauge material with nitrogen. A 2,500- or 4,000-W, diffusion-cooled resonator upgrade of the machine would increase cutting speeds 100 to 200 percent.
Financial Considerations. Return on investment and payback period dictate the use of capital. If the payback period is less than two years, most companies will benefit from a good return on their investment. The warranty coverage of most upgrade programs ensures there will not be hidden costs. If the machine and application criteria are met, then the upgrade will produce the improved production, reliability, and lower operational costs.
As a rule of thumb, if the laser cutting machine operates 4,000 hours or more annually, the payback period will be less than two years.
In the past laser cutting and welding machines were retrofitted with identical resonators when a replacement unit was warranted because of breakdown or failure. This type of retrofit was a basic resonator swap-out and did not include other components.
Now a laser upgrade program might involve a thorough reconditioning of the laser cutting machine. Most components are replaced, except for the machine frame, cutting tables, and drives, so that the upgrade project actually converts the machine to state-of-the-art technology.
A typical upgrade might include the following components:
Of course, full upgrade projects are not recommended for all laser cutting machines and applications because ROI and payback periods may be excessive for some operations. Feasibility is limited when equipment needs extensive repairs and reconditioning, when applications require special options that cannot be retrofitted to existing machines, and when controls and software are incompatible.
Companies considering an upgrade project can follow five specific steps for their application:
Tube Specialties Co. is a high-production pipe and tube processing company. Starting as a brake and fuel line manufacturer for Hyster, it grew by supplying Freightliner, Paccar, and other truck companies. Eventually it branched into other industries, including medical, food processing, and aerospace.
Figure 2 Good beam quality leads to better performance results.
At plants in Troutdale, Ore., and Statesville, N.C., the company processes square and round profiles of steel, stainless, and other materials in many diameters. CNC machining centers, automated tube benders, and specialty equipment help the company achieve high-volume production of tubing, while fabrication equipment, including a laser cutting machine, produces precision flanges, brackets, and related assemblies.
Early in 2008 the company learned that its 1996 2,800-W laser machine required major resonator repair and control updates. The firm decided its two options were to buy a new laser cutting system or rebuild the laser resonator and replace the aging control. The decision was complicated because of the machine's excellent condition and its expensive rotary cutting and material handling capabilities.
Before deciding between those two options, the company's laser operator learned of a third alternative: convert the machine with a laser upgrade. Tube Specialties chose that option and had its laser cutting machine upgraded with a new, 2,500-W, diffusion-cooled resonator (see Figure 3). Despite the fact that the resonator replaced a higher-power (2,800-W) unit, the machine now can process up to 0.625-in. steel, as well as thicker stainless and aluminum production parts.
Faster cutting rates and pierce times resulted in overall laser productivity improvement of more than 20 percent. The preliminary cutting speed gains for mild steel using oxygen assist gas are listed in Figure 4. Stainless and aluminum cutting using nitrogen assist gas produced impressive results. Also, improved edge conditions were apparent on stainless, aluminum, and other alloys.
The upgrade project had a payback period of about 1.6 years, according to the company's evaluations.
The laser upgrade concept has undergone an evolution from simple resonator replacement to comprehensive machine renovation. The popularity of laser upgrade projects is expected to increase as the large inventory of laser cutting machines continues to age.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}