















Head of High-Power Welding

Figure 1
A torch head designed for laser hybrid welding weighs about 16.5 lbs. (7.5 kg) and works with 4-kW laser power with a current load of 250 amps at 100 percent duty cycle.
Today’s automotive buyers demand ever-higher product quality and improved performance in their vehicles. Continuous manufacturing innovations are necessary to meet these customer demands.
This is especially true as it applies to welding. Automotive OEMs need a joining technology that delivers faster welding speeds to boost production cycle times, while still maintaining quality joints, and one that is flexible enough to bridge gaps when it comes to inconsistent part edges. Until recently, conventional laser welding processes have not been able to meet both production requirements.
Today, however, a hybrid process is being applied. Laser hybrid welding, which is also called laser brazing, combines the best of laser beam welding and the gas metal arc welding (GMAW) process. The laser radiation causes a very narrow thermally affected zone with a high ratio between welding depth and seam width. It also can achieve very high welding speeds. Unfortunately, the laser beam has a very small focus diameter, and as a result, it can’t consistently cope with inconsistent gaps. Meanwhile, the GMAW and tandem welding processes have a significantly lower energy density, a larger focused spot on the material surface, and are characterized by their good gap bridging ability.
This hybrid welding process is now being put to the test in vehicle manufacturing facilities, and the results have proven promising.
The combination of laser light and arc in one welding process was first investigated in the 1970s, but not many technical advancements have taken place since then.1,2 Research has once again looked at bringing the two processes together with the goal being to combine the benefits of the arc with those of the laser in one hybrid welding process.3,4 Industry experts once wanted to wait for the laser beam sources to prove their suitability for industrial use, and that day has come. Lasers have achieved conventional technology status for some applications employed in the automotive industry.
In the hybrid welding process, the laser beam and the welding arc simultaneously act on the welding zone, and they both affect and support each other. In one past example of lasers and wire welding being looked at for an industrial application, a manufacturer carried out tests with CO2 laser beam welding with filler wire and in combination with the GMAW process.5
The latest innovations associated with laser hybrid welding require a powerful laser and a beam of high quality to achieve the so-called deep-weld effect.6
The CO2 laser is a familiar sight in manufacturing facilities thanks to its good beam quality, which makes it a very good tool for metal cutting. It seems as if the slab laser and the diode-pumped laser will be of special interest for future manufacturing applications, however, as it is suitable for cutting and welding of aluminum because of their good focusing abilities, the high beam quality, and the resultant high intensity that can be achieved. However, the use is limited because of the low joining cross section—a direct consequence of the high intensity—especially in the case of square butt welds on the lap joint.
Because Nd:YAG solid-state lasers with greater power than previous incarnations of the technology are being offered on the market, they are used for welding more frequently. As the solid-state laser is operated with flexible fiber-optic cables, it is considerably more advantageous compared to the rigid beam arms used for guiding CO2 laser light. Using automotive manufacturing as an example, flexible beam manipulation allows welding jobs to be carried out inside passenger compartments, trunks, doors, opening hoods, and body front ends.7 The CO2 laser, however, is still in demand when it comes to 2-D and simple 3-D applications.
The compact, high-performance diode laser has started to establish itself in the industrial market. It is a good candidate for laser brazing applications and likely will be used to carry out welding jobs involving thin sheets before long.

Figure 2
This axle component found on a Mercedes C Class sedan was laser hybrid welded at 177 IPM (4.5 m/min.) with a wire feed rate of 235 IPM (6.0 m/min.). Photo courtesy of Daimler.
Further development in increasing the diode laser power while maintaining an optimized laser beam focus is necessary, however. This development work will allow the laser technology to be used for deep-penetration welding.
Today the diode laser costs as much as other high-performance lasers, but the price for this kind of laser certainly will decrease with the falling costs of the diodes.
For today’s welding of metal workpieces, the Nd:YAG laser beam is the logical choice. The laser technology is focused on intensities above 106W/cm2. As soon as the laser beam impinges on the metal surface, the spot is heated to the metal’s evaporating temperature, and the cavity soon forms in the molten metal.
The weld seam has a high ratio between depth and width. The energy flow density of the free arc is slightly above 104 W/cm2. The laser beam puts in additional heat to the weld metal in the upper weld region in addition to the arc.
In contrast to a series-connected arrangement, hybrid welding is the combination of both welding processes in one process zone (see Figure 1). The resultant mutual influence of the processes can have different intensity and characteristics depending on the arc and laser process used and on the process parameters applied.
Compared to the individual processes being applied independently of each other, the combined processes’ welding depth and welding speed are increased. The metal vapor evaporates from the cavity and reacts with the arc plasma. The absorption of the Nd:YAG laser radiation in the working plasma is negligibly low. Depending on the power ratio applied to either the laser or welding arc process, the laser hybrid process can provide different levels of performance as it relates to welding speed and flexibility to bridge gaps.
The temperature of the workpiece is a decisive factor in the absorption of the laser radiation. To start the laser welding process, it is necessary to overcome the starting reflection—especially in the case of aluminum surfaces. After the melting temperature of the metal surface has been reached, the cavity forms so that almost all of the radiation energy can be fed into the workpiece. The workpiece’s heat conduction also influences the energy required for the welding job.
In laser hybrid welding, not only does the workpiece surface melt, but also the filler wire. As a result, more molten metal is available, and the input of the laser radiation is facilitated. This also prevents process interruptions.
Compared to the laser welding process, the laser hybrid process shows the following advantages: high gap bridging ability in the case of a gap existing for a short period, wider and deeper penetration, significantly wider range of applications, and increased toughness. When compared to GMAW, this advanced joining process demonstrates higher welding speeds, deeper penetration at higher speeds, reduced heat input, increased strength, and a narrower seam.
When the laser beam and the arc are combined, a larger molten pool is formed when compared to traditional laser welding. Consequently, components with larger gaps can be welded with the laser hybrid process that they could not with conventional laser technology.
Figure 3
In this automotive application, the laser hybrid process is used to fabricate a front side panel.
An example of the hybrid laser technology being applied in the automotive industry can be found at a Daimler axle production plant in Germany. There laser hybrid welding is able to deliver high welding speeds, low heat input, and deep penetration. For this industrial application, the welding speed has been increased by approximately 30 percent when compared to a conventional wire welding process. Figure 2 shows a laser hybrid welded axle component from Daimler.
Another automotive application is an aluminum side panel (see Figure 3). The welding speed achieved on this 0.0625-in. part is 177 IPM (4.5 m/min.). Most important, the laser hybrid process demonstrates good penetration and delivers a rounded edge along the weld seam.
The reason that the laser hybrid welding process is able to create a deep-penetrating and attractive weld is that the laser beam’s high energy density and the large diameter of the filler wire adequately fill the cross section. Tier automotive suppliers have been using this welding process for several years now.
As it pertains to this side panel application, the laser hybrid process dramatically improves on a similar automated process that relies on conventional GMAW technology:
The Laser-GMAW-Tandem Hybrid Process
In laser-GMAW-tandem hybrid welding (see Figure 4), the laser beam acts with two welding arcs in one process zone. The leading laser is used for welding the root, and the trailing tandem GMAW process bolsters the effort to bridge the gap and boost throat thickness.
One significant aspect of the process as a whole is its high flexibility. For example, three different power outputs can be set, depending on the desired welding results. In this way, the operator can select a suitable power output for the tandem process with reference to the weld seam geometry, the desired weld reinforcement, and the welding speed. The root depth can be adjusted in the course of the bevel preparation, as necessitated by the laser power, focus diameter, and welding speed. Additionally, two different filler metals can be used to achieve the desired metallurgical effects.
The laser-GMAW-tandem hybrid welding process allows for independent control of the laser and arc power, as well as the length of both arcs. This results in a controlled molten metal drop detachment, stable arcs, and limited spatters. High-deposition efficiencies and fast welding speeds also can be achieved.
Notes
1J. Matsuda, A. Utsumi, M. Katsumura, M. Hamasaki, S. Nagata: TIG or MIG arc augmented laser welding of thick mild steel plate, Joining & Materials, 1988.
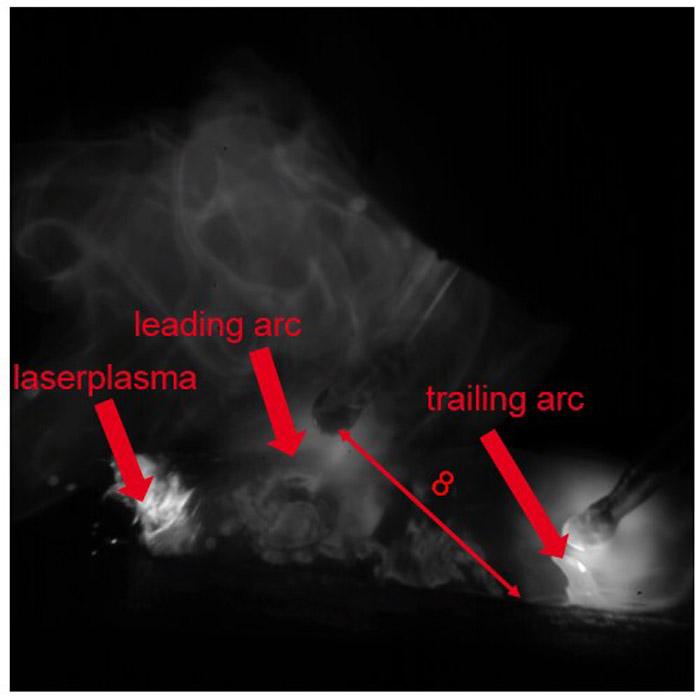
Figure 4
In laser-GMAW-tandem hybrid welding, the laser beam is set at an approximately rectangular angle to the workpiece. The two GMAW arcs have a leading tilt angle.
2Steen et al., Arc-Augmented Laser Welding. 4th Intl. Conference on Advances in Welding Processes, Paper No. 17 (1978), pp. 257-265.
3H. Cui. Untersuchung der Wechselwirkungen zwischen Schweisslichtbogen und fokussiertem Laserstrahl und der Anwendungsmöglichkeiten kombinierter Laser-Lichtbogentechnik, TU Braunschweig, Dissertation, 1991.
4C. Maier, J. Beersiek, K. Neuenhahn, Kombiniertes Lichtbogen-Laserstrahl-Schweißverfahren On-line-Prozessüberwachung, DVS 170 (1995), S.45-51.
5C. Haberling. Prozesstechnische Untersuchungen des C02-Laserstrahlschweissens mit Zusatzdraht und in Kombination mit dem MIG-Schweissverfahren, Diplomarbeit,
RWTH, Lehrstuhl für Lasertechnik, 1994.
6F. Dausinger. Hohe Prozesssicherheit beim Aluminiumschweissen mit Nd:YAG-Lasern, Bleche und Profile 42 (1995), Nr. 9, S.544-547.
7H.G. Treusch, H. Junge, Laser in der Materialbearbeitung, Schweißen mit Festkörperlasern, Band 2, VDI-Verlag, 1995.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





