















Contributing Writer
 |
Right now at least 4,000 laser job shops in the U.S. are competing in a "virtual" service market that continues to be characterized by downward pricing pressure. Practically speaking, virtual service means that parts can be ordered, manufactured, and shipped anywhere in the continental U.S.; physical proximity is no longer a requirement for being close to the customer.
It is commonplace to see two or three shops from parts unknown competing for distant flat-sheet jobs. The harsh reality is that lower margins have forced job shops to expand services and capabilities to avoid being left behind.
A typical job shop with laser cutting equipment processes either 4- by 8-foot or 5- by 10-ft. sheets of mild steel, stainless, and aluminum. Thicknesses are from 20 gauge to 0.5 inch, depending on the resonator's beam output. The operator seeks to improve both productivity and profits by optimizing part geometry, lot size, scrap rate, machine acceleration, material handling, beam mode quality, and gas delivery. Laser know-how has matured to the point where even the most knowledgeable operator can improve the fabricating operation only so much.
Figure 1illustrates the results of an informal survey of job shops that advertise on Internet sourcing sites like ThomasNet.com. More than twice as many job shops offer flat-sheet cutting services than welding. An equal number of job shops offer both cutting and welding services. Less than one-tenth offer multiaxis cutting or welding. Only 30 companies offer both multiaxis welding and cutting services.
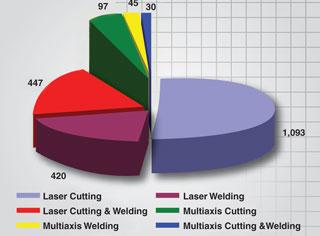 |
| Figure 1 In this informal survey of job shops that advertise laser-related fabrication services, only a small percentage offer multiaxis laser cutting and welding. |
Job shop owners need to realize that the potential for differentiation and a reasonable return on investment is achievable with the adoption of 3-D welding and cutting capabilities. Recent developments in laser technology have made it possible to perform 2-D, multiaxis laser cutting and welding on one machine, as illustrated in Figure 2. Benefits include expanded market potential and increased capital utilization.
 |
| Figure 2 Several manufacturers make multiaxis laser cutting and welding machine tools. |
Laser equipment specialists claim that an operator now can change the head for cutting 3/4-inch mild steel to welding 3-D parts in less than 15 minutes. That type of time savings can open the door to many possibilities for laser cutting and welding sheet metal.
So the laser cutting equipment has made a technological leap to support job shops looking to expand their capabilities. How have the gas systems evolved to support these advanced capabilities?
Job shops have several choices in resonator technology, from excimer, YAG, and carbon dioxide (CO2) to diode, fiber, and disk. Each design has characteristics that can be optimized for a particular job. For example, excimer lasers excel in applications in which complex part geometry and a small work envelope are the norm, such as automotive fuel injectors.
However, factors such as lot size, material, and process variability enable CO2- based resonators to deliver reasonable wall-plug efficiency and a safe work environment at a low initial investment. Depending on the manufacturer, the resonator for a CO2laser requires a mixture of helium, nitrogen, CO2, and carbon monoxide delivered at a pressure between 25 and 80 pounds per square inch gauge.
Resonator design varies by the excitation method and the way the lasing medium or gases are cooled. The beam mode produced by the resonator can be described as the propagation characteristics of the energy distribution profile. Higher beam mode orders TEM >1 cause an increase in the minimum achievable spot size. Moisture and hydrocarbon impurities inside the resonator cavity distort the beam quality and reduce power output.1Berger identified a 1 percent reduction in copper mirror reflectivity as a function of increased optic temperature caused by contamination.2This confirms a previous study by Albright and Khakhalev that identified hydrocarbon impurities as the cause of optic absorption, which reduces power output.3
To obtain a consistent beam mode quality and, as a result, the highest productivity, the operator must begin by selecting the highest-quality resonator gas. A purity rating of 99.999 percent or grade 5.0 should be the benchmark, with moisture levels less than 1 part per million (PPM) and hydrocarbons less than 3 to 5 PPM. To maintain this purity to the laser, the operator should use gas controls constructed from barstock to minimize the control material's whetted surface area.
Second, the laser-grade gas controls should have leak integrity less than 1 x 10-8 He cc/sec., a purge device, and a stainless diaphragm. The operator should consider automatic switchover gas controls when automated material handling systems attached to multiaxis welding and cutting equipment allow capacity utilization rates of more than 75 percent.
Mechanical connections and stainless tubing should be used to prevent contaminants from permeating into the gas stream from the gas control. These basic installation components eliminate the need for auxiliary filtration devices that contribute dust particulate generated from molecular sieve material and sometimes are discovered to be the source of potential leak sites.
Once the beam exits the resonator's output coupler, it enters the beam delivery system that is responsible for polarization, raw beam size, and pointing stability. Moisture, particulates, and hydrocarbons wreak similar havoc on beam stability and propagation. To avoid these pitfalls, operators should use a nitrogen or a clean, dry air source. Periodic maintenance is a must for gas compressors. How often the operator needs to check and replace the compressor's oil and moisture filter depends on the purity of the gas output.
As the raw beam enters the focusing head, the operator must supply the process gas. If cutting mild steel, the operator would be required to supply oxygen at 140 to 200 PSI to the back of the laser. Nozzle parameters vary between 5 and 20 PSI with flow rates from 40 to 360 cubic feet per hour (CFH), depending on material thickness and condition.
If the operator is using a liquid can oxygen source, it is critical that the gas control compensates for the inherent pressure and supply fluctuation, which may destabilize the exothermic reaction. An inadequate supply reduces the amount of energy available, thereby preventing the laser from cutting the maximum-rated thickness. Also, rounded part edges may result, leading to excessive heat buildup when the molten metal fails to eject quickly from the kerf. Insufficient vaporization capacity from the liquid supply source is the culprit in this case. Figure 3illustrates an intelligent gas switchover that monitors liquid can conditions from two separate supply sources to maintain pressure and flow.
 |
| Figure 3 Microprocessor-based gas switchover controls intelligently monitor pressure and performance of liquid or high-pressure cylinders. |
Similarly, clean cutting stainless, aluminum, and mild steel requires the operator to supply 300 to 450 PSI of nitrogen to the back of the laser at rates up to 4,000 CFH. Without the necessary nitrogen supply, molten material causes excessive dross adhesion. This leads to secondary cleaning operations and difficulty collecting parts from the sheet skeleton. Depending on the frequency of jobs and quantity of parts required for each job, the nitrogen or air supply system must be capable of maintaining constant pressure at peak flows. Figure 4illustrates the various nitrogen supply modes available to the operator. The operator must simply select the most cost-effective mode of supply based on nitrogen use frequency, monthly consumption, peak pressure, and flow.
 |
| Figure 4 Laser machine tool operators have several nitrogen delivery supply mode options from which to choose. |
So how do gas assist systems work with multiprocess laser cutting and welding equipment? They obviously work fast if the laser operator can switch from 2-D cutting to 3-D welding in less than 15 minutes, but there's more to explore.
First, the operator adjusts the shielding gas flow rate to provide adequate shielding while the weld cools. Second, the shielding gas controls the amount of plasma formation. Scattering and absorption (attenuation) of the incident laser beam are functions of the plasma plume's particle size and ejection rate.4The operator must choose the optimum mixture of helium and argon. An on-site blending system enables the operator to balance the helium's benefits, such as low plasma formation, small vapor particle size, and high thermal conductivity. The relatively high thermal conductivity couples the laser beam energy density to yield a high metallic vapor jet velocity that counteracts the frictional effects of the liquid melt.5
This yields high-quality penetration characteristics as described by the weld-depth-to-width ratio. The high cost of helium can be offset with a 40 percent to 50 percent mixture of argon, yielding a heavier gas mixture. The shielding gas mixture flow rate can be reduced to 30 to 50 CFH while providing adequate melt coverage and quick vapor evacuation from the weld zone. This leads to good weld seam quality at high travel speeds.
Using this new breed of machine, a job shop no longer has idle assets. Investing now in multiaxis welding and cutting capabilities may enable a job shop to increase its customer base where competitors are few. The job shop also may be able to expand market potential by competing with job shops that offer only traditional arc joining services.
This happened 10 years ago when the laser replaced plasma and oxyfuel cutting tables in the 1-in. and less plate market. History, like a sequel to a blockbuster movie, has a way of repeating itself.
Notes:
1. D. Scatena and G. Herrit, "How to Avoid Contamination Problems in CO2Laser Optics," Laser Focus World, Vol. 26, No. 12 (1990), pp. 117-126.
2. M. Berger and K. Hansel, "What Can Go Wrong?" Industrial Laser Solutions, Vol. 21, No. 4 (2006), pp. 21-23.
3. C.E. Albright and A. Khakhalev, "The Influence of Laser Cavity Gaseous Impurities on the Performance of an Industrial CO2Laser," Journal of Laser Applications , Vol. 8 (1996), pp. 275-283.
4. J. Greses, P.A. Hilton, C.Y. Barlow, and W.M. Steen, "Plume Attenuation Under High Power Nd:Yttrium-Aluminum-Garnet Laser Welding," Journal of Laser Applications, Vol. 16, No. 1 (2004), pp. 9-15.
5. R. Fabbro, M. Hamadou, and F. Coste, "Metallic Vapor Ejection Effect on Melt Pool Dynamics in Deep Penetration Laser Welding," Journal of Laser Applications, Vol. 16, No. 1 (2004), pp. 16-19


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





