















How can laser work for you?
A laser welding/cutting machine helps job shop diversify business

The purchase of a laser welding/cutting machine provided Superior Joining Technologies with the technology it needed to branch out into new business markets. Photos courtesy of ThompsonDigitalImage.com.
At first glance, the greater Rockford, Ill., area appears to be a mere shell of its former manufacturing self. But if you take a closer look, you’ll find that in certain places manufacturing, as well as enthusiasm surrounding it, still exists, as does a passion for technology and an excitement for things to come.
Take Superior Joining Technologies Inc. (SJTI), for example. Thomas Shelow, founder of the Machesney Park, Ill., precision welding firm, finds it difficult to mask his enthusiasm, especially given the direction his company is headed. For the last 18 years he’s watched his business grow from a one-man welding shop specializing in tool and die repair to a full-blown, multiprocess, precision welding job shop with capabilities that include microlaser, micro-GTAW, and nondestructive testing (NDT).
Just strike up a conversation with Shelow about some of the new projects coming the company’s way or its plans for a future capital equipment purchase, or even the possibility of adding another shift, and you’ll find it impossible to deny that the man loves what he does.
“He just gets so worked up,” said wife and company president Teresa Beach-Shelow.
Shelow’s fervor is understandable, and much of it is due to the purchase of a six-axis laser welding and cutting machine a little over a year ago that has since served as a catalyst for the company by generating interest from customers outside its usual aerospace niche. Since the installation, the company has added to its staff and is considering adding more capital equipment—all during a time that has been unkind to so many metal fabricators.
“We’re working on seven new programs right now. For the last 10 to 12 years we’ve been on two different aircraft platforms with original hardware, and now we’re working on seven more,” Shelow said.
Weighing the Options
Initially the company outsourced its forming and machining processes and chose instead to focus solely on processes like micro-GTAW and microlaser welding and supporting functions like CWI and NDT. Little by little, however, Shelow discovered the opportunities that would present themselves by bringing these processes in-house.
The company seriously considered purchasing a laser welding/cutting machine in 2001, but retreated and was relieved that they had held out when the bottom fell out for the aerospace industry. Instead of letting the market of the last few years scare them out of taking the leap a second time, Beach-Shelow maintained they were committed to staying the course and making the investment with the long-term interests of the company in mind.
“The more diverse we become as a company, the stronger we’ll be,” Beach-Shelow said.
When it came time to decide on laser makes, models, and capabilities, Shelow was looking for a multiprocess machine flexible enough to handle an array of components and material thicknesses. He turned to TRUMPF Inc., Farmington, Conn., based on the success the company had had with the purchase of a TRUMPF laser part-marking system some time earlier.
“It’s a real workhorse. That helped me to look closer at the TRUMPF product line.”
Shelow’s involvement with the company that performed laser cutting of components for SJTI allowed him to observe its machine and so was able to compare and contrast that machine with the TRUMPF.
“That really cinched it for me. TRUMPF had the kind of equipment that we wanted and nobody else really did. The ability to cut and weld really sets our service apart,” Shelow explained.
So SJTI went ahead and purchased a TruLaser 7040 multiaxis welding and cutting machine. The unit has a 13-ft. X axis, 5-ft. Y axis, and 30-in. Z axis. And on the end, Shelow explained, there’s a head with two rotations—so it can rotate infinitely.
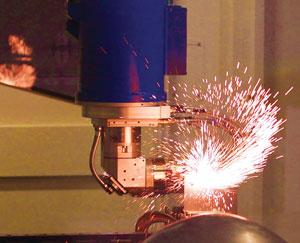
On the welding side, the laser gives the company the weld penetration capabilities that were not possible to achieve with conventional welding technologies, including micro-GTAW. The increased penetration depths provide strength without causing warpage and eliminate postweld activities such as grinding. On the cutting side, the machine employs two interchangeable cutting heads that allow for flexible cutting of both thin and thick material (see Figure 1).
What’s Ours Is Yours
One of the challenges the company faced was integrating the machine in a way that would accommodate its high-mix, low-volume environment. Beach-Shelow explained that unlike high-volume production shops, SJTI needed this machine to handle anything that comes through the door. The machine’s programming capability helped the shop employees to do that by allowing them to enter and store a variety of programs, which, in turn, allowed the machine to be applied broadly enough to handle diverse projects (see Figure 2).
“We use every part of it to the fullest. There’s not any of it that is going to waste. We’re using it on superthin material, on thick material, and we’re welding with it. None of it is fluff,” Shelow said.
The welding side of things came naturally, but the cutting required more of a learning curve. Each day, Shelow admits, they find ways to fine-tune the machine to fit the process. So far Shelow is happy with the results, particularly the range of materials the machine can process.
“We’re welding a fairly thin-walled tube and we’re inserting that into a journal, a larger machined part. It’s a nice, tight fit, and we’re welding that joint and we can penetrate that joint about ¼ in. deep without affecting the inside wall. With a TIG weld it would reach maybe a quarter of that and there’d have to be different preparation and a lot of machining recovery because of the amount of heat involved,” Shelow said.
Another challenge, Beach-Shelow explained, was getting customers onboard to consider the laser’s capabilities from the perspective of component design. To take full advantage of laser welding capabilities, customers and their engineers have to consider what laser brings to the equation. The best way for SJTI to do that has been to invite customers in-house and give them the ability to see the laser in action, ask questions, and take that information back to the drawing board.
“When I have engineers standing in front of the machine while we’re doing a demonstration, I challenge them to think of it as their machine. ‘This is your machine; what can you do with it?’ That really allows them to think openly about how the capability can be applied to their processes and their products, and new things that are in the mix,” Shelow explained.
Added Beach-Shelow: “People really have to rethink their product to see if there’s a way we can take cost, weight, and time out of the process. All of those things add up to cost savings.”
About the Author

About the Publication
subscribe now

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Sheffield Forgemasters makes global leap in welding technology

2
ESAB unveils Texas facility renovation

3
Engine-driven welding machines include integrated air compressors

4
The impact of sine and square waves in aluminum AC welding, Part I

5
Compact weld camera monitors TIG, plasma processes
