
















Senior Editor

Figure 1
A 2-kW fiber laser welds a longitudinal seam along a cylindrical
component formed on a servo press.
When Bill Adler took the helm of Stripmatic Products Inc. in 1992, the business’s profit model focused on raw material purchasing, and for a logical reason. After all, material usually is one of the largest (if not the largest) expenses for any metal manufacturer, and especially for a 40-employee metal stamper like Stripmatic, which can churn out a lot of metal over a year, at least relative to a comparatively sized, lower-volume metal fabricator. So in the 1990s the Cleveland firm worked to get the best deals on material. But if you walk the shop floor today, you’ll see about 20 presses; most are mechanical, but one AIDA machine is servo-driven. Even more unusual is what’s adjacent to it: a 2-kW fiber laser welding cell (see Figure 1).
The setup shows how much Adler’s enterprise has changed, the culmination of a two-decades-long evolution. The company no longer attempts to eke out a profit on material purchases alone, though getting good deals on material remains important. Managers now take another approach to profitability, one that doesn’t hinge on external metal pricing markets or purchasing strategies. It instead focuses on providing more value.
Many of Stripmatic’s products go into the automotive supply chain for use in suspension systems, chassis, and frames. Other products go to the material handling business, including conveyor manufacturers—and it was a conveyor application that led the stamper to laser welding.
In this application the company doesn’t compete against other stampers. It instead competes with tubing suppliers, those that work with 12- or 20-ft. tubing and cut it into the desired length. These tubular products average about 6 in. long, but the length, outside diameter, and wall thickness depend on the application. Competitors simply buy tubes and bundle-cut them to length with CNC machines—pretty straightforward. But there’s also a cost to making that tube, be it electric resistance welded (ERW) or drawn over a mandrel (DOM), an even more expensive process.
Stripmatic’s raw stock isn’t tube; it’s relatively inexpensive coiled metal strip, often an HSLA grade 50 between 0.070 and 0.200 in. thick, though the exact material type and thickness depend on the job. Not much value has been added to it before it reaches the stamper’s doorstep. And so, if the company could develop a way to create a seam-welded tube within a very short cycle time, it could create a competitive process.
Technicians knew that they needed to stamp and seam-weld these parts autogenously to create the tube. Some tubes required full penetration through the butt joint, others required a weld between 30 and 50 percent through the wall thickness.
On the welding side they at first used semiautomated plasma arc welding, with the goal of shortening the welding cycle time to less than 10 seconds. That remained a challenge, especially since, in reality, if they were going to compete with tube fabricators, they needed to reduce welding time to 8 seconds.
On the forming side, the company has specialized in progressive-die stamping of tubular components for more than 50 years. Strip is cut to length, depending on the diameter needed, then formed into a U. Next, a cam station slides the part down a mandrel, where the workpiece is formed closed, butting the ends together.
But if it wanted to increase its market presence in this niche tube market, Stripmatic also needed the ability to form larger parts; the company’s existing mechanical presses could form parts up to about 3 in. diameter. At the other end of the spectrum, it also needed to make parts with thicker walls and smaller outside diameters. This meant that the company needed a press with a higher stroke and more tonnage.
“The servo press let me get both of these in one machine,” Adler said.
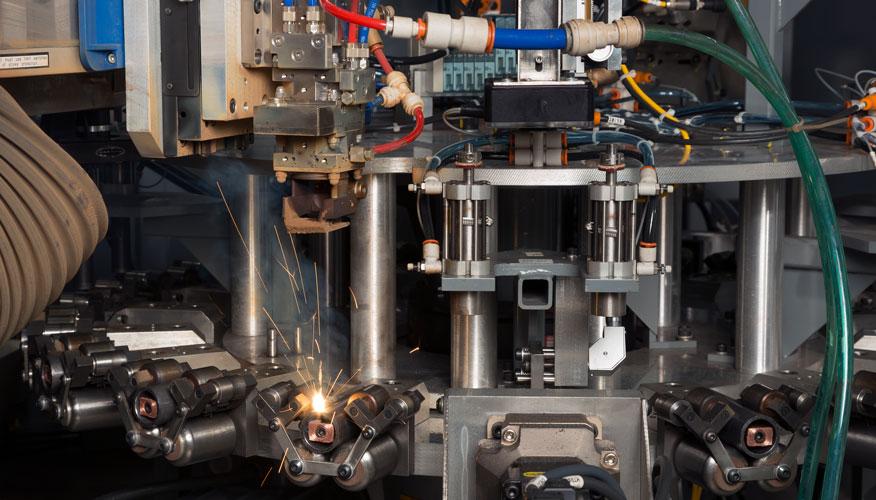
Figure 2
Specialized spring-loaded fixtures grasp the part, which then is rotated over a series of stations, so that the seam is in the
proper orientation before it gets to the welding station.
Instead of being driven by a flywheel, the company’s 330-ton servo press drives the slide with a high-torque servomotor. It doesn’t require the slide to cycle fully to develop full tonnage. Instead, the press slide in effect becomes a controllable axis. It can accelerate, slow down, and form the metal at different speeds; it can slow momentarily to allow things like in-die operations to occur; the slide can move in a pendulum motion (say, between 5 and 8 o’clock), so the tooling spends less time moving through air and more time forming, dramatically increasing throughput.
The new press allows the company to process workpieces up to almost 6 in. dia. And the press may open up more possibilities on the horizon, especially regarding in-die secondary operations. “Right now most of the added value is outside the press,” Adler said, “but we have some R&D projects that make use of the press’s dwell capabilities, where the slide pauses for an operation and then continues on, something we could never dream of doing with traditional presses that need to operate in a full revolution.”
That added value outside of the press resides a few yards away, at a fiber laser that welds each seam in less than 4 seconds. The welding system itself, integrated by Cleveland-based Lincoln Electric Co., uses an IPG Photonics fiber laser, with material feeding and sensing provided by Lodi, Ohio-based Fastfeed Corp.
After parts emerge from the servo press’s progressive die (two or three stations, depending on the job), they are moved manually in a bin to a conveyor that transports the formed parts to a basic bowl feeder, which feeds into one of two indexing tables. “We had to use two [rotating stations] just to keep up with the cycle time,” Adler said.
The workpiece lands in a spring-loaded fixture station that can adapt to various cylinder diameters. The part is held in a fixed position, but the seam itself could be at 10 o’clock, 6 o’clock, or anywhere along its rotational axis. So a succession of index stations rotate the part, first by large amounts and then fine-tuning the orientation to ensure the seam is spot-on before reaching the welding station (see Figures 2 and 3).
The setup calls for stringent quality control, and it starts at the first station of the prog die. In-die sensors inspect the work to ensure the system feeds the strip by the correct amount. “Because we’re wrapping a blank, having a full blank is important,” Adler said. “You don’t want to have a big gap [at the seam].”
Besides a full-feed sensor, the tooling uses several other strategically placed sensors that detect the presence of holes, notches, and other elements. The nature of the servo press makes it ideal for sending precisely formed parts to the laser, which requires precise joint fit-up. Excessive gaps can lead to welding problems.
The welding system has inspection stations to detect the seam position, and the parts go through a postweld inspection station to ensure weld quality. On top of this, technicians perform manual inspections on select parts. “We are at Six Sigma in our stamping operation, so our in-process and final inspection procedures are very robust,” Adler said.
In such a production environment, conventional practice would be to keep a backup laser head and other components in inventory, just in case anything should break. Stripmatic, however, chose to make better use of that backup laser head and other components. Why not build a secondary laser cell and take advantage of a big benefit of solid-state lasers: relatively easy beam sharing?
Even during production, the laser beam isn’t on constantly. So when the laser isn’t welding a part for production (which of course takes priority), it automatically switches to another delivery fiber that leads to a low-volume cell. There, Adler’s team can work on a variety of projects. Some days they may produce low-volume jobs, like an order for spare parts from a customer. Or they may be working on R&D (see Figures 4 and 5).

Figure 3
The component on its side was stamped in a wrap process
on a servo press. Note the tight fit-up of the seam. The vertical
component was welded by the fiber laser.
“They now can do development work without breaking into production and tearing things down,” said Paul Denney, senior applications engineer at Lincoln Electric.
At this writing, for instance, they’re working on the potential of postweld forming operations, like flanges or bulges, now practical thanks to the quality of the welding operation. If such forms were made in the press, the seam would emerge with excessive gaps. But technicians are finding that, because the autogenous laser welds have such a narrow heat-affected zone and consistent microstructure, they can produce forms over the welded seam. Even under such tensile stress, the weld doesn’t crack.
“It’s very similar to what you do to a tailor welded blank, where you’re basically welding it and then forming it,” Denney said. “We’re putting the laser weld under full tension, plastically deforming it. It’s a pretty aggressive test to the weld.”
Such new ideas, Adler said, are at the core of Stripmatic’s new profit model. During the past year the company added five major customers. All five came onboard with parts that make use of the company’s servo-press capability, and three of them are also making use of the fiber laser welding cell.
Most revenue still comes from parts processed by traditional mechanical press stamping lines, but the company is seeing the biggest growth in its servo-press and laser welding offerings. Today about 15 percent of revenue comes from parts that utilize these new technologies, and Adler said he expects that percentage to double within a year. The project has been such a success that Adler said he hopes to add a second servo press-laser welding line—only this one dedicated to a specific product family, with automated part transfers between the press and welding system.
Over the past two decades Adler’s business has moved away from a commodity market, driven mainly by the lowest price, and toward a market driven by ideas (see Figure 6). Here, the best idea with the most value—an idea that can reduce a customer’s total cost of ownership—wins.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}