















Wire welding in the structural steel world
FCAW is Hot AZ Hell's choice of technology into the here and now

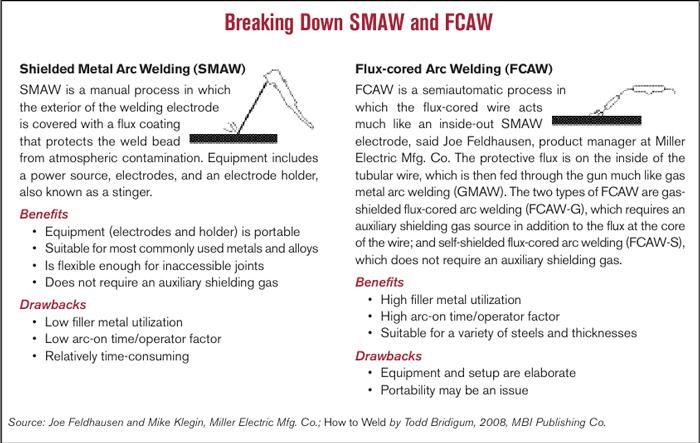
For many years structural steel fabrication has been dominated by shielded metal arc welding (SMAW). Technology advancements to flux-cored arc welding (FCAW) have helped fabricators like Hot AZ Hell Welding and Fabrication, Chino Valley, Ariz., realize the productivity and efficiency benefits of FCAW.
It wasn't so long ago that Shawn Moreland dismissed the notion of using flux-cored arc welding in place of shielded metal arc welding (SMAW) in his fabrication shop. While he never said it out loud, the guy likely could have been thinking that he'd switch over to a wire welding process the day hell froze over.
Moreland, a welder for the last 25 years, got his start as a pipeline welder. He and friend Chris Rice repaired ruptured lines using SMAW exclusively. Moreland takes pride in this. He has never met a job that he couldn't tackle with a stinger and electrode in hand.
"You have to be the cream of the crop. You have to be able to pass X-ray or stress tests at any given moment," Moreland explained of his experience as a pipeline welder.
So when Moreland and Rice branched out and started Hot AZ Hell Welding and Fabrication, Chino Valley, Ariz., a shop that specializes in structural handrail fabrication for retaining walls, drainage structures, highway shoulders, and sidewalks, the duo had no doubt SMAW would be their bread and butter. To Moreland, SMAW is a perfected art, and not everyone is cut out for it. Wire welding, on the other hand, had no place in his handrail business.
"We were doing everything 100 percent arc. You can do anything with an arc welder that you can with wire feed and then some. Moreland recalled.
"There's a difference between somebody who rides bulls and a bull rider. Well, there's a difference between someone that welds and a welder."
Moreland is not alone. Many structural steel fabricators are loyal to SMAW, said Ken Mui, district manager, British Columbia, at Lincoln Electric Co. of Canada LP. But technology advancements in the wire feed process known as flux-cored arc welding (FCAW), paired with an increasingly competitive market, have changed the landscape of structural steel environments and, by extension, the opinions of even the most loyal SMAW users. Structural steel fabrication, once an industry traditionally dominated by SMAW, also known as stick or arc welding, is now realizing the productivity and efficiency benefits of FCAW (see Figure 1).
Efficiency Is Key
Structural fabricators looking for a leg up on their competition are transitioning to FCAW for two simple reasons: They want to be more efficient in their processes and they want to get the job done faster. One of the most critical factors tied to efficiency is filler metal utilization, also referred to as deposition efficiency or electrode efficiency. This measures the amount of filler metal that gets deposited into the weldment.
According to Mike Klegin, welding engineer at Miller Electric Mfg. Co., Appleton, Wis., typical deposition efficiency for SMAW is about 65 percent.
In other words, Mui explained, for every $100 worth of SMAW electrodes you buy, count on only $65 of that going into the weldment. This makes sense considering how much of the electrode is used versus how much of it gets lost in spatter and slag.

"With SMAW, you're putting the electrode in and welding with that electrode. When you get done welding—you don't even use the whole electrode, mind you—you've got a stub left. You throw your stub away and chip off the slag from the weld," Klegin said.
FCAW, on the other hand, boasts a deposition efficiency of 80 to 85 percent, with gas-shielded flux-cored wire averaging 80 to 90 percent and self-shielded wire from 78 to 87 percent. That means you're getting a lot more bang for your buck.
As Mui explained, "When you buy a 30-lb. spool of cored wire, the electrode efficiency is between 80 and 85 percent. All of a sudden you're getting that percentage increase just in the weld metal cost. That alone makes a big difference."
The Operator Factor
The operator factor takes into account the amount of arc-on time a welder achieves. The more arc-on time, the more weld is deposited, which equates to higher productivity.
Given the nature of SMAW, which requires the welder to stop intermittently to change electrodes and chip slag, Mui said it's no surprise that the operator factor falls between 10 and 25 percent.
Klegin echoed Mui's remarks, adding that a welder using SMAW is doing pretty well if he is 25 percent productive, but that "typically it's more like 10 percent because you're constantly running that stick out, changing it, and chipping off slag."
The constant wire feed in the FCAW process allows welders to stay under the hood as long as they can, propelling its operator factor through the roof compared to SMAW. In the right situation, Klegin explained, a welder using FCAW can be welding up to 60 percent of the time.
Technology Advancements
Advancements in technology have played an important role in evolving FCAW into a viable and relevant process option for structural steel fabricators. At one time lugging around a power source with a wire feeder was not portable or practical. But today they are more portable and easier to use than ever.
Using the right equipment for FCAW is critical to ensure that the process is successful. Years ago when FCAW started taking a foothold in structural applications, contractors did not have equipment designed for that process, so they would simply hook up a wire feeder to the power source they had—mainly constant-current (CC) machines set up for SMAW.
That was OK and it did the job, Mui said, but the earthquakes in Northridge, Calif., have forced more of an emphasis on the toughness of the weld, and using the right equipment is a major factor.

On average, only 10 percent of a welder's time is spent actually welding when using SMAW. FCAW, on the other hand, boasts a 60 percent welder arc-on time.
"There's a big difference if you use a true wire feed power source, like a CV [constant-voltage] machine," Mui said. Even with a voltage-sensing wire feeder, a CC power source does not yield consistent results.
The biggest problem Mui runs into in the field are customers struggling from using improper equipment for FCAW. As a result, many equipment manufacturers now are providing engine drives that allow welding in CV to accommodate flux-cored wire feeding capabilities.
Welding systems are available that give the welder the flexibility to weld, turn the machine on and off, set welding parameters, and use electric or pneumatic tools without having to move from the spot they are welding in, Klegin added.
Technology advancements have gone beyond power sources. Lightweight guns for self-shielded FCAW help prevent user fatigue. Some guns also are designed specifically to extract smoke and fume, while others come equipped with a trigger-hold capability so welders don't have to continuously press down the trigger while making a weld pass. Volt-sense wire feeders employ a single weld cable to connect to the power source and can accommodate a variety of cored-wire diameters.
Flux-cored wire is being developed and manufactured to achieve mechanical and weld properties required by a particular industry, such as structural steel. Both gas-shielded and self-shielded wires are engineered to provide weld stability, which helps the welder meet requirements.
"If a weld has to meet a seismic code or a critical weld code, they [manufacturers] are developing wire specifically for that industry. Honestly, that's not happening as much with SMAW electrodes. The development of flux-cored wires, both gas-shielded and self-shielded, has been driven by industry wanting to use those wires. To me, that's been pulling ahead of SMAW for a while now," Klegin said.
Hot AZ Hell Freezes Over
With a staff of seven, Moreland said it's imperative, from a competitive and productivity standpoint, that everyone be able to pick up the slack whenever necessary.
"Everyone has to be able to run that gun; everyone has to be able to weld. People who have never welded in their entire life can't even believe how easy [FCAW] is," Moreland said.
"We had a guy who had been working for us only for about a month, who was a welding student at the college. He made some of the most hideous arc welds you'd ever imagine. I handed him the gun and he ran a bead. When we compared my bead to his, you had to be an experienced welder to have known the difference. It was amazing."
From that moment on it was a done deal. Moreland was convinced, and Hot AZ Hell converted from 100 percent SMAW to 100 percent FCAW for all of its handrail operations.
"Realistically, you don't know you're doing something wrong until someone points it out to you. You don't realize how wrong you were originally doing it. That's what happened. Once we realized the tools we had to make this an even more efficient operation, we were like, '˜Why didn't we do this the first day we started the company?"
Since then Moreland has found some jobs that required a minimum of three passes with SMAW require only one pass with FCAW. He attributes that to the ability to more precisely control speed and weld parameters with the FCAW equipment.
"When you're doing a three-pass weld, you run a pass and buff it off. The slag is always a major problem because if you don't buff it off, you'll create a pocket. It just creates a hole and you'll have to go back and fix it anyway. With the wire feed, if you see you've got a really wide gap, you can still make it in a maximum of two passes. Very rarely do we come across a gap or a weld that we can't make in one pass," Moreland said.
In the end, transitioning from SMAW to FCAW has paid dividends to Moreland's business and has helped him improve the speed, quality, and efficiency of their welding operations.
"We're still staying competitive because we've sharpened our pencil so well because we've been able to become so efficient. We've added different tools, and this one was by far the foundation of that. There's no way we'd ever go back to the way we did it before."
About the Author

About the Publication
subscribe now

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Sheffield Forgemasters makes global leap in welding technology

2
Welding student from Utah to represent the U.S. at WorldSkills 2024

3
Lincoln Electric announces executive appointments

4
Lincoln Electric acquires RedViking

5
Engine-driven welding machines include integrated air compressors
