















Fabricator puts the brake on bend inconsistency
Laser-based control system compensates for material variations, springback
 |
When you think of Nebraska, you probably think of farming. Well-known for endless fields that cover 96 percent of the state, Nebraska produces vast amounts of corn, soybeans, alfalfa, and wheat. Look a little closer, though, and you realize that the so-called Rust Belt has crept westward into this traditionally agricultural state. Manufacturers such as Kawasaki, Husqvarna, Eaton, Thermo King, Case New Holland, and Claas have facilities in the eastern portion of Nebraska, sprinkled throughout Omaha, Lincoln, Grand Island, Beatrice, and Hastings.
Where OEMs set up shop, fabricators thrive. One such company that found a niche among the state's fertile fields is Standard Iron & Wire Works Inc., a fabricator based in Monticello, Minn.
Growing up in Minnesota
Standard Iron got its start in 1930 and focused on manufacturing various metal parts for small post office buildings. It switched direction during the 1940s when it manufactured metal components to support the war effort, then switched back to construction components when the war ended and the construction industry boomed.
Around the same time the company began manufacturing parts for farm implement manufacturers, and later created a contract manufacturing division.
"We're also involved in the transportation and consumer products industries, among others," said CEO Rich Demeules. The company manufactures components and assemblies that end up in vehicles of all sizes, from subway cars to all-terrain vehicles.
"We try to balance our customer mix so we're not too heavily involved with agriculture or construction," said General Manager Ray Saunders. "We look for variety because industries have their ups and downs."
Learning the Rules. In addition to keeping a balanced customer mix, Standard Iron lives by the other rules of the game in contract manufacturing, especially the main one: To stay in the game, you have to provide as many manufacturing processes as possible. More processes means more likelihood of getting a contract. It also follows the vendor consolidation rule: OEMs want fewer vendors rather than more vendors, and they pare down their vendor lists by removing suppliers that provide the fewest services.
Another crucial rule is the byproduct of continuous technology advances and relentless competition: Fabricators need automated equipment to thrive.
The company has also adapted to rules that have changed over the years. Long gone are the days of high inventories. These days manufacturers tend to run as lean as they can, carrying little stock, having little work-in-process, and storing few finished parts. In other words, most shops are making parts in smaller runs than ever before, which requires more changeovers and potentially more waste as each setup is adjusted.
Finally, Standard Iron lives by a key rule related to customer service.
"We need one-day trucking to effectively serve our customers," said Demeules. When an OEM runs out of a part, it needs the part replenished quickly. For Standard Iron, this means that each plant serves customers within a 450- to 500-mile radius of the plant."
Living by the Rules. When Standard Iron planned to set up a new manufacturing plant, it looked for a location that would help it branch out from its base in Minnesota. The company determined that Nebraska's third-largest city, Grand Island, was a good location for its one-day customer service rule.
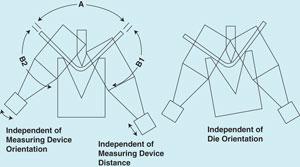 |
| Figure 1 Because the measuring system uses lasers aimed at both the tooling and the workpiece, bend angle A = 360 degrees — B1 — B2. The system's accuracy is independent of orientation or distance to the workpiece. This means that the measuring system does not require adjustments after changing from one tooling setup to another. |
Standard Iron then looked for equipment that would help it abide by the other rules. First, this meant variety. Standard Iron purchased equipment for nearly every metal fabrication process—punching, bending, sawing, laser cutting, plasma cutting, stamping, welding, powder coating, and machining.
Second, it meant automation. The company purchased laser cutting machines capable of lights-out operation and turret punch presses that have automatic load/unload capability. Third, it meant having accurate and repeatable processes. This was especially crucial in its press brake selection, because many fabricators struggle to find trained press brake operators.
"Press brake operators are hardest to find and develop," Saunders said. "It's more difficult to find press brake operators than any other position we have in the shop."
"Lots of schooling is available for welders, but there is no schooling for press brake operators," Demeules explained.
Brake Choice
But even hiring trained and experienced press brake operators doesn't guarantee part accuracy and consistency. Accuracy often requires a little trial-and-error work. Consistency is something else altogether—material variations and slight differences in skill level among press brake operators result in variations from part to part. The company needed features that would benefit all press brake operators, regardless of skill level.
To address these issues, the company selected two PPEB series press brakes manufactured by LVD. Both are equipped with the company's adaptive bending system, which uses two lasers (one aimed at the front of the workpiece, the other aimed at the back) to control the required bend angle. During the bending process, the system measures the angle of the workpiece, calculates material springback, then automatically controls the position of the ram through the CNC to produce an accurately formed part.
"The laser system measures the bend angle continuously," Demeules said, explaining that this type of measurement system gives accurate results, even if the workpiece isn't perfectly stationary. "He doesn't have to hold the part perfectly still. It's measuring from both sides, so even if the operator moves the part, the system still can measure the bend angle."
The laser beams hit both the workpiece and the tooling, and the system determines the bend angle regardless of the transmitter's distance or orientation relative to the workpiece (see Figure 1).
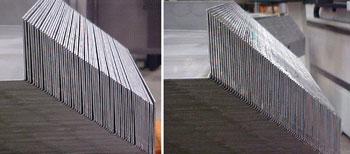 |
| Figure 2 Before being bent on LVD's press brake with its laser-based adaptive bending system, Standard Iron's parts varied slightly (left). The adaptive bending system helps compensate for variations in the material's work-hardening characteristics and springback, resulting in better part uniformity (right). |
Measuring from the front and back eliminates problems normally caused by material thickness variations, Demeules said. The technology also helps Standard Iron get good parts on the first attempt, even if the operator is not too experienced. In addition, the adaptive bending system improves part consistency (see Figure 2), according to Demeules.
"The reality is that when you have a more advanced machine, you can put a less experienced operator on it," said Demeules.
"With a machine like this, we're less reliant on the operator's setup skills," Saunders said. "For a fairly complicated part, we usually lose two or three parts getting it set up and adjusted. With this machine, usually the first part off is a good part."
Weathering the Trends
Today's manufacturing environment is more competitive than ever before. Learning the rules and living by them are the keys to survival. The mere fact that Standard Iron & Wire Works opened a new plant shortly after the U.S. industry was hit by the worst manufacturing downturn since the Great Depression is testimony to the company's versatility and resiliency. It's also proof that you don't have to be in the middle of the Rust Belt to be close to your customers.
About the Author

About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
How to set a press brake backgauge manually

5
Capturing, recording equipment inspection data for FMEA
