















Aplicando manufactura esbelta a la punzonadora
Una historia hipotetica acerca de agregarle valor al punzonado

El gerente de producción necesita apurarse si quiere estar a tiempo para la junta semanal de producción de la punzonadora. Alejándose de su escritorio, piensa en lo desagradables que solían ser estas juntas. Todo era reactivo. Su equipo reportaba incendios y discutían cómo los combatían.
Eso era antes del cambio.
Recibe a los asistentes y da inicio a la junta. De forma típica, los miembros del equipo reportan los problemas de la semana pasada y comparten las soluciones que implementaron. Hacen planes para la próxima semana y discuten cuellos de botella anticipados. Cuando la junta llega a su fin, mira a su alrededor. Ellos son la razón del éxito de la compañía.
Trabajos pequeños, nuevos problemas
Las juntas no eran tan leves hace tres años, cuando la compañía estaba en graves problemas. Los altos volúmenes y lotes grandes de producción que habían disfrutado por años se habían esfumado. El equipo de ventas estaba trayendo al taller trabajo altamente variable, de volumen bajo y plazos cortos de entrega. El gerente de producción se preguntaba cómo iban a sobrevivir en esos tipos de trabajos ya que el equipo de producción de la punzonadora de torreta no estaba en posición de soportar ese tipo de trabajo, y ni qué decir de ser rentable. Las cosas necesitaban cambiar, y rápidamente.
Los trabajos de producción en lotes pequeños hicieron que la eliminación de tiempo sin valor agregado en las torretas fuera mucho más importante. En el pasa-do, dichas actividades podían barrerse debajo del tapete, por así decirlo—amortizadas en un trabajo de producción en lotes grandes de forma que al final contribuían muy poco al costo total. Pronto quedó claro que esto iba a cambiar. Para productos en bajo volumen altamente variables, dicha actividad agregaría costos importantes al trabajo global. Reducir esa actividad sin valor agregado se volvió una prioridad administrativa, que requería el esfuerzo cooperativo de varios departamentos, incluyendo ingeniería, programación, manufactura, producción y control de calidad.
El estado actual no era eficiente. Los cambios de herramientas dependían de que el operador encontrara la he-rramienta, la preparara para su uso y la instalara en la punzonadora. El tiempo de configuración dependía de la organización y de la pericia de un individuo específico, quien además tenía que recordar qué herramientas estaban en las punzonadoras. Con frecuencia, el operador tenía que manipular el programa en el control porque la herramienta deseada estaba en otra estación. Esos cambios de último minuto en el programa ge-neraban la posibilidad de problemas en la calidad. En otras palabras, eran errores esperando ocurrir.
Para desarrollar un arreglo de torreta fijo, estandarizaron las prácticas de programación en torno a las herramientas disponibles para punzonar el producto. Sin embargo, esto provocó discusiones sobre equilibrar la productividad y la cali-dad. Por ejemplo, en lugar de usar una herramienta estándar, una herramienta de aplicación especial podría mejorar la calidad y podría incluso ser más rápida, aun si requería un cambio adicional de herramienta. El equipo decidió que esas cuestiones serían acordadas durante un nuevo proceso de diseño para la manufacturabilidad, durante el cual ellos revisarían todos los nuevos productos y programas antes de introducirlos a la manufactura.
Se encontraron desarrollando una configuración de torreta estándar que fuera relativamente sencilla para muchas de las estaciones, porque ellos ya usa-ban muy pocas herramientas comunes. Sin embargo, con numerosas órdenes de distintos productos, el equipo supo que necesitaban herramental de punzonado variable y de aplicación especial para ciertos productos.
El equipo emprendió cuidadosamente la selección de herramental, considerando no sólo las geometrías de las partes individuales, sino también láminas completas anidadas y el flujo global de partes. Un cambio de herramienta puede aumentar el tiempo que un trabajo pasa en la punzonadora pero si la nueva herramienta puede eliminar por completo una operación secundaria, la espectacular reducción en el tiempo total de manufactura hace rentable ese cambio adicional de herramienta.
Separando los nidos
Primero examinaron el nesting de la hoja. Algunos trabajos nuevos requerían perfiles de parte con formas y características que hacían difícil o imposible lograr un arreglo anidado eficiente con las he-rramientas disponibles. Cuando podían, anidaban partes en una línea común, pero las partes aún requerían microjuntas para mantener la integridad de la hoja. Si una microjunta se rompía en el proceso, haciendo que la parte se levantara y causara interferencia, históricamente los miembros del equipo simplemente agregaban más microjuntas más grandes. Esa supuesta “fijación” en realidad causaba más actividad sin valor agregado. Los operadores simplemente tardarían más en agitar la hoja sobre la mesa de la punzonadora para romper las numerosas microjuntas. Las microjuntas más grandes además requerían una sacudida más violenta, que aumentaba la posibilidad de dañar las partes.
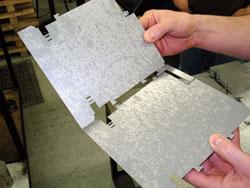
Figura 1: Con herramental especializado pueden punzonarse “líneas de separación” para que las partes puedan separarse después del punzonado o permanecer temporalmente unidas para procesamiento co-rriente abajo.
Aquí, entró en escena el herramental especializado. El equipo usó una variante en una herramienta de partición estándar que tiene un esténcil en línea en V lineal maquinado en la cara de las herramientas superior e inferior. Conforme las herramientas penetran en la hoja, crean una línea de debilitamiento (una línea de separación) en las superficies superior e inferior de la hoja de material. Esto permite a los operadores separar rápida-mente una parte libre de rebabas del resto de la hoja (vea la Figura 1).
Las líneas de separación también fueron útiles para los operadores de la dobladora. Al crear pequeñas partes anidadas y mantenerlas pegadas, éstas podían ser dobladas simultáneamente en la prensa dobladora. Doblar estas partes pequeñas se volvió mucho más eficiente y seguro debido a que el operador de la prensa dobladora no los manejaba individualmente. Las partes individuales podían separarse después del formado o dejarse juntas en el nido, si se prefería.
En otras circunstancias, varias partes pequeñas podrían colgarse en la línea de pintura como una unidad en lugar de partes individuales. Aquí, el equipo de programación del punzón se volvió aun más creativo. Programaron el punzón para que cortara formas de gancho para pintura en ciertas partes, de nuevo separadas por una línea de separación que dejaba un borde libre de rebabas al romperse. Después de la pintura, los operadores simplemente separaban el aditamento de gancho para pintura (vea la Figura 2).
Los efectos del recorte
Para producir cantidades pequeñas y reducir el número de cambios de herramientas, el equipo se dio cuenta de que necesitarían reordenar para hacer más recorte, lo que a su vez requeriría más desbarbado. Para atender esta cuestión, agregaron otra herramienta especiali-zada que usa un rodillo para desbarbar la parte mientras aún está en la punzonadora, eliminando el procesamiento secundario. Las líneas de separación eran suficientemente fuertes para que la herramienta de desbarbado rodara sin poner en riesgo el nesting.
Los agujeros presentaban otro reto. Con tamaños de lote tan pequeños y partes variantes, ¿cómo podían minimizar el cambio de herramientas mientras punzonaban eficientemente tan amplia variedad de agujeros? Para agujeros grandes, entró en escena otra herramienta multipropósitos. Una herramienta con cuatro radios en la circunferencia del punzón podría recortar rápidamente agujeros de diámetro grande de diferentes tamaños comunes en muchas partes. Esto eliminó la necesidad de una herramienta específica para cada tamaño de agujero.
Herramientas estándar y variables
El equipo separó las herramientas de torreta estándar de las herramientas varia-bles que no se usaban para cada trabajo. Hicieron la instalación de herramientas más eficiente separando herramientas en áreas designadas de la torreta, inclu-yendo varias estaciones adyacentes para herramientas variables.
Los equipos de programación y manufactura desarrollaron pizarrones que listaban los números de todas las estaciones de torreta para cada punzonadora (vea la Figura 3). Etiquetaron permanentemente las estaciones estándar con la forma, el tamaño y la orientación de la herramienta, y dejaron espacio disponible para escribir la holgura de la matriz con marcador de borrado en seco. Además dejaron espacio libre para estaciones de herramientas variables; cuando el operador instalaba esas herramientas variables para un trabajo, podía escribir los detalles (tamaño de la herramienta, forma, orientación y holgura de la matriz) en el pizarrón.
El equipo además dedicó dos estaciones a ensambles de multiherramientas (multitools), los cuales básicamente permitían a los operadores cambiar varias herramientas simultáneamente. Una multiherramienta sostenía las he-rramientas para hacer perforaciones iniciales seguidas inmediatamente por el avellanador, requerido por muchos de los clientes del taller.
Las herramientas variables fueron resaltadas en cada hoja de configuración. De hecho, la meta del equipo era para esa hoja de configuración nunca moverse sin las herramientas variables que el trabajo requería. Se esperaba que un trabajador llevara tanto la hoja de configuración como las herramientas variables al operador, quien cambiaría herramientas tan pronto como terminara el trabajo previo.
Tenía que pasar mucho para hacer esto posible.

Figura 2: Ésta muestra una línea de separación entre una parte y un sobrante. Similarmente, un punzón puede progra- marse para cortar una forma de gancho, pegada a la parte con una línea de separación. Después de la pintura, el gancho es separado, dejando un borde libre de rebabas.
Administración del cuarto de herramientas
Anteriormente, el operador de la punzonadora buscaba rebabas excesivas o problemas de extracción como signos indicadores de que una herramienta necesitaba afilarse. La extracción con retraso causada por herramientas sin filo ocasionalmente era suficientemente mala para hacer que toda una hoja se jalara de los portapiezas.
Cuando el operador veía que los punzones necesitaban atención, los quitaría y los afilaría. El problema era que la condición de la herramienta determinaba cuándo necesitaba afilarse. Esto a su vez interrumpía la producción mientras el operador hacía el mantenimiento. Todo era reactivo, no proactivo.
Como un primer paso, el equipo organizó un cuarto de herramientas (toolroom) centralizado (vea la Figura 4). El personal del cuatro de herramientas inspeccionaba, daba mantenimiento y almacenaba las herramientas, incluyendo los juegos de herramientas de respaldo para todas las estaciones de herramientas estándar. E-sencialmente, aseguraban que las herramientas estuvieran listas cuando y donde se necesitaran.
Además aprovecharon los contadores de golpes. Las herramientas en la punzonadora se marcaban con una alarma usando la función de contador de golpes, la cual le decía al operador que notificara al cuarto de herramientas cuando ciertas herramientas llegaban a un umbral predeterminado de mante-nimiento. Entonces, el cuarto de control enviaría una herramienta de reemplazo al operador de la apunzonadora, quien haría el cambio durante la siguiente configuración. Luego, el operador de la punzonadora regresaría la herramienta desgastada al cuarto de herramientas. Si la herramienta podría haber operado más antes de ser afilada, el personal del cuarto de herramientas le diría al operador que cambiara el conteo de golpes a un nuevo valor más alto.
La nueva forma
El gerente de producción sabe que sin todas estas mejoras, la junta de producción de hoy no habría sido tan leve. Su equipo conoce las capacidades del taller, y, lo más importante, comunica esas capacidades al equipo de ventas.
Las iniciativas de manufactura esbelta aumentan la capacidad de un taller, y la gente de ventas ayuda al taller a llenar esa mayor capacidad con nuevo trabajo. El soporte que recibe el equipo de ventas del equipo de producción les permite brindar cotizaciones competitivas, procesos creativos, una calidad consistente y una entrega rápida.
El plan está en su sitio. Hay más trabajo en volumen pequeño y con un margen más alto (muy frecuente) en puerta. Las cosas están funcionando de nuevo, y el estado financiero de la compañía lo muestra.
Después de una junta rápida, el ge-rente de producción y su equipo regresan a trabajar—sin incendios que exponer, sólo sistemas organizados que administrar y mejorar.

About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
La mezcla de gas auxiliar impulsa la tecnología del láser de fibra

2
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

3
Nuevas herramientas contribuyen a operaciones de prensa más inteligentes

4
Máquina de corte por láser diseñada para el mercado mexicano

5
La sierra de doble carro sigue los contornos del tubo perfectamente
