















Custom Engineering Manager

El tiempo productivo de la punzonadora de torreta puede aumentarse si usted conoce su capacidad de proceso, manufactura productos dentro de esa capacidad y optimiza el arreglo de su herramental. Un proceso que no puede producir el resultado deseado de manera confiable causará desperdicio pues la gente batalla para hacer partes satisfactorias, gasto excesivo de tiempo en la configuración y pérdida de productividad debido a una operación demasiado cautelosa, como operar la prensa con demasiada lentitud.
Una de las mejores maneras de asegurar que se maximice el tiempo productivo de punzonado es concentrarse en el diseño para la manufacturabilidad (DFM). El DFM es un esfuerzo cooperativo entre el equipo de ingeniería de diseño del producto y el equipo de manufactura, con ambos trabajando juntos para desarrollar el diseño del producto al menor costo. El grupo de manufactura debe comunicar la capacidad de proceso, y el grupo de diseño debe comunicar el intento de diseño mientras justifica las funciones del diseño del producto. Este proceso interactivo se vuelve más eficiente y efectivo con cada DFM de producto conforme los miembros del equipo entienden mejor las responsabilidades y capacidades de unos y otros.
Dos formas de hacer DFM son diseñar el producto racionalmente e incorporar programación creativa.
1. Diseñar el producto racionalmente. El tiempo productivo de la punzonadora también puede aumentarse si se lleva al mínimo la variación en tamaños y formas similares de agujeros. No es poco común ver punzones redondos en incrementos entre 0.001 y 0.002 pulgadas(0.02 y 0.05mm) en diámetros de 0.098 a 0.394 pulgadas(2.48 a 10.00mm). El reducir la variedad de herramientas de forma estándar simplifica el almacenamiento de herramientas, el mantenimiento y el tiempo de configuración de la punzonadora.
2. Incorporar programación creativa. La programación creativa de partes puede significar un gran avance en el aumento del tiempo productivo de la punzonadora. Por ejemplo, instalar una herramienta de forma especial, como una usada para algunas muescas de esquina complejas, puede eliminar potencialmente el recorte de chapa con otras herramientas. El recorte de chapa excesivo causa el desgaste prematuro de la punzonadora, desgaste de la herramienta, desperdicios de punzonado y partes de menor calidad. El recorte de chapa debe eliminarse siempre que sea posible pues esto aumentará el tiempo productivo de la punzonadora.
El DFM es un método de mejorar la eficiencia de la punzonadora. Otro medio es una mejor organización de las herramientas de punzonado, la cual puede tener un impacto casi inmediato en el rendimiento del punzonado.
1. Use un arreglo de torreta estándar. Desarrolle un arreglo de torreta estándar para herramientas usadas de manera común, y provea programas que usen esas herramientas en las estaciones designadas sistemáticamente. No programe usando una herramienta estándar en una estación diferente porque esto aumenta tiempo sin valor agregado para cambiar la herramienta o el programa en la punzonadora. Esto también aumenta el riesgo de error. Cuando sí se necesite instalar herramientas para el siguiente trabajo, ubíquelas lo más cerca posible entre sí para ayudar a reducir el tiempo de configuración.
Un arreglo de torreta estándar se basa en mantener en la punzonadora las herramientas de propósito general y herramientas usadas de manera común, cada una en una ubicación de estación específica. Las herramientas que necesitan cambiarse para el siguiente trabajo pueden ubicarse cerca unas de otras en la torreta, facilitando su instalación.
El “mapa” de la Torreta 4 en el pizarrón blanco (Figura 1) muestra cómo puede organizar un taller el herramental. Las herramientas que tienen etiquetas son parte del arreglo de torreta estándar, y las herramientas que no tienen nada o que están etiquetadas con letra roja son las herramientas variables que se instalan y quitan con base en los requerimientos del trabajo. Los programadores deben saber dónde están las herramientas fijas, y programar el uso de esas herramientas en sus ubicaciones correctas en la punzonadora. Las herramientas variables y sus ubicaciones también son especificadas por el programador para ayudar a los operadores a localizar rápidamente esas herramientas en la punzonadora.
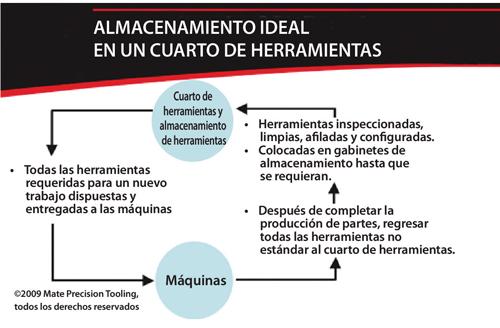
2. Control desde el cuarto de herramientas. Busque formas de mantener su herramental organizado al prepararse para un cambio hacia el siguiente trabajo. El tener un cuarto de herramientas para organizar, mantener y preparar el herramental para cada orden de producción convertirá las configuraciones complejas de punzonadora en instalaciones sencillas de herramientas (Figura 2). Esto elimina la pérdida de tiempo en buscar herramientas y el tiempo gastado en mantener herramientas que no se retiraron en una condición lista para usarse. Además asegura que se usen para el trabajo la herramienta correcta y la holgura apropiada de dadola matriz.
Los cuartos de herramientas deben organizarse de forma que las herramientas estén bien etiquetadas y se localicen fácilmente (Figura 3). Todas las herramientas en almacenamiento deben estar listas para su uso, y las herramientas que han llegado al final de su vida útil deben descartarse. Llegar a ese punto y permanecer allí requiere disciplina y procedimientos.
3. Minimizar la variación en los estilos de herramientas. Para aumentar el tiempo productivo de la punzonadora, minimice la variación del número de estilos de herramientas que usa. En el transcurso de los años ha habido muchos diseños y revisiones de herramientas diferentes. Use un sistema flexible que pueda aceptar herramental de diversos fabricantes para simplificar el ensamble de herramental y reducir el nivel de conocimiento requerido para hacer cambios de herramientas y configuraciones de punzonadora.
4. Instale herramental de cambio rápido. Use un estilo de herramental que permita una configuración rápida y precisa y una fácil ajustabilidad. El herramental de cambio rápido tiene el propósito de minimizar el tiempo requerido para preparar e instalar la herramienta en la punzonadora. Éste tiene construcción unificada para simplificar el ensamble mediante la reducción del número de partes componentes.
Un ejemplo es un ensamble de punzón de estación de 1 ¼ pulgadas de torreta gruesa alta de estilo original, el cual comprende un cabezal de punzón, resorte de extracción y retenedor de resorte en la parte superior del ensamble. El cabezal del punzón es una abrazadera que provee una superficie de choque para la punzonadora, pero también establece la longitud de la herramienta. El herramental de cambio rápido unifica esos tres componentes en un solo subensamble con más funciones como ajuste de la longitud sin herramientas. Haga la herramienta más fácil de ensamblar y ajustar a la longitud apropiada, y reducirá el tiempo de cambio de herramienta.
5. Programe un mantenimiento de herramientas frecuente y adecuado. Déle mantenimiento a su herramental adecuadamente para mantenerlo funcional y mantener su punzonadora operando. El peor momento para dar mantenimiento a una herramienta es cuando la herramienta se lo pide. Es mucho más eficiente y efectivo afilar una herramienta cuando a usted le convenga. Esto puede significar que las herramientas se afilen con más frecuencia, con menores cantidades removidas por afilada. Pero esto prolonga la vida de las herramientas debido a que las herramientas que reciben un mantenimiento adecuado pueden funcionar por largos periodos entre afiladas.
Siga estos procedimientos para ayudarle en el mantenimiento del herramental:


FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}