















Contributing Writer
 |
One reason may be because stampers can't see it working. This may be its biggest obstacle to overcome, but it also may be its biggest benefit—lubrication is automatically applied to friction points in small amounts to eliminate dripping.
Automatic lubricating systems apply grease as well as oils. This is especially important for conveyor wheels equipped with serviceable bearings that bear the full weight of a transported load.
Depending on the lubricant and the conveyor system, usually just one automatic lubricator is needed per conveyor line.
Occasionally, however, a stamper may need two or three lubrication devices per line. A second unit may be required in long conveyor lines, for small-radius turns that generate excessive friction, or to replenish lubricant washed or burned off by an upstream washer or oven.
Two types of automatic lubricating systems for overheard conveyors are available.
The first system comprises a pressurized container with feeder tubes to an application unit mounted on a conveyor's frame. Lubricant is dispensed through variously sized orifices. The amount is determined by the size of the orifice, how frequently the applicator opens, and the lubricant's viscosity.
The second type of system uses a mechanically actuated piston to dispense lubricant. Each system is air-free and designed to provide just enough lubricant to keep the conveyor system operating without undue friction.
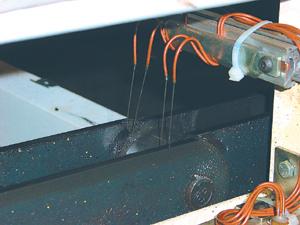 |
| Figure 1 Ejection tubes are positioned on this automatic lubricating system with a programmable control to place the correct amount of lubrication in the right place. |
Controlling automatic lubricators is similar to changing a TV channel with a remote control: An operator presses a sequence of buttons to customize how the lubricant is dispensed.
Programmable controls can count sections of a conveyor, count complete revolutions, or create timed cycles to apply lubricant according to system requirements.
Programmed control units also dispense lubricants to pins and links and to wheel bearings that help transport the conveyors along the length of the system.
Automatic lubricating systems can be integrated with a new conveyor installation or retrofitted to an existing system. Some benefits include:
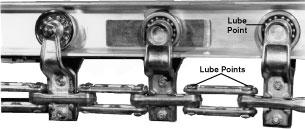 |
| Figure 2 Lube points on an overhead conveyor are the links, pins, and bearings of transport wheels. |
One way to determine friction increase—a buildup of friction caused by poor lubrication—is to measure amps drawn by the conveyor drive motors over a period of time.
For example, if a current draw of 3.5 amps per motor at the time of installation is set as a standard, a subsequent increase to 4.7 amps would be an indication of friction buildup. Stampers can determine friction increase by attaching an ammeter to the conveyor's drive motor to measure current draw.
Automatic lubricating systems work with conveyor-mounted cleaning brushes that clear tracks, rails, and chains of accumulated lubricant, as well as dust and dirt that collect on lubricated components.
Automatic lubrication can be less expensive and more accurate than manual lubrication. It can eliminate manual maintenance except for the cleanup of dust, dirt, and accumulated debris.
 |
| Figure 3A Brush units clean conveyor chains with twin direct-drive gearmotors. |
Conveyors slow down because of friction in the system, which lengthens cycle times for such operations as drying and painting. Friction also causes wear on links and pins and wheel bearings and increases energy consumption.
Paint or coatings can be damaged by overspray of lubricant, or the conveyed product can be damaged from drip and can't be repaired without another two or three cycles through the system.
Some manufacturers of automatic lubricating systems recommend a second lubrication application unit be positioned immediately downline from a drying oven.
Others recommend a thin-film or dry-film lubricant that resists burn off. These lubricants typically are molydisulfide formulations that deposit a liquid coating on the conveyor that evaporates or can be burned off while still leaving a thin film of lubricant on components. While such formulations are expensive, they can be appropriate for stampers that use drying ovens or washers.
Wherever friction and torque are, a lubricant applicator is needed. Most of the time chains and components are sized for a specific application, but if a conveyor layout includes tight-radius turns, friction can build up and will require more lubrication at these points.
 |
| Figure 3B Nonmotorized units operate through friction between the brushes and the chain. |
Spray nozzles on I-beam conveyors can be 2 to 3 inches away. With channel conveyors, nozzles may be as close as 1/2 or 1 in. Some manufacturers may place the application nozzles 5 or 6 in. away, depending on the applicator configuration.
If the product isn't positioned on the conveyor correctly, it can knock the applicator out of position. However, some nozzles will automatically bounce back into position to keep the line running smoothly.
A typical overhead conveyor has four or five lubrication points—three on the wheel and two on the pins—and a through-beam photo eye that acts as a sensor. These lube points may be equipped with either oil or grease applicators.
An automatic lubricating system can save a stamper 30 percent in time, labor, lubricant, equipment replacement, and energy consumption over a manual lubricating process. Depending on the operation, it can pay for itself in less than a year. It also can keep production processes timed correctly—and a line running smoothly.
Mel Burke is based in Cleveland, Ohio, and can be reached at mburke@summitpr.com.
Photos courtesy of LubeCon, White Cloud, Mich.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





