
















Senior Editor

Most customers now shun holding significant inventory, so they order just a little at a time, which means fabricators transport a little at a time between operations. Smooth part flow is king, and the humble material handling cart shows that flow in action.
“In a high-mix, low-volume operation, you need flexibility,” said Dave Lippert, president of Hamilton, Ohio-based Hamilton Caster & Mfg. Co. “Most such operations don’t want carts that are job-specific. Sometimes you can have a cart made smaller or larger to accommodate different loads. It starts with a broad question: How many different types of parts do you want to carry with a certain system of carts? How big or small are they going to be, and what’s the maximum weight? You also need to look at aisle way and floor conditions. It’s really a holistic process.”
“We always start with three questions,” said Elmer Lee, head of engineering at Albion, Mich.-based Caster Concepts. “How much load are you putting on the cart? How fast will the cart be going? And third, what will the duty cycle be; [that is], how often will the cart be used?” A cart that will always be in motion—say, when retrieving parts from a conveyor—is quite different from a cart that will transport small batches between operations in a job shop.
As principles of various improvement methodologies state, an idle machine isn’t a problem, but idle work-in-process (WIP) is. Keeping that WIP on carts can help ensure parts keep moving (see Figure 1). But carts aren’t as simple as they seem, especially where the rubber hits the road, or rather, where polyurethane hits the concrete: the caster wheel.
Wheel Diameter. “In a perfectly flat environment, a small-diameter wheel and a large-diameter wheel roll equally well,” Lee said. “Unfortunately, we don’t live in that perfect environment. There are bumps and debris on the ground, and a larger wheel will help you climb over that debris. In a manual station, depending on the range of loads, you would use anything from a 6-in.-diameter wheel up to a 12-in.-diameter wheel.”
“If a shop purchases a wheel just by its load-carrying capacity, it will likely get a wheel that’s too small to push safely,” Lippert said.
Increasing the wheel diameter can make it easier to push and pull the cart, but it’s not the only factor to consider, especially if retrofitting an existing cart. Larger wheels make for taller carts and can change their loading characteristics, because they move the center of mass higher, which makes it easier for loads to tip.
“Only if you are pushing extremely heavy loads, such as more than 2,000 pounds, should you consider going with a 10- or 12-in. wheel,” Lee said, adding that 8-in.-diameter wheels tend to be the most popular.
The wheel usually consists of the wheel inner base, the outer tread, and the bearing that rotates around the axle. The wheel bearing can be a straight roller bearing consisting of alternating large and small rollers. Those rollers should be lubricated periodically.
Alternatively, wheels can have tapered bearings, which work well under heavy loads. In recent years, however, precision ball bearings—which are sealed and so don’t require periodic lubrication—have become more popular.
“Many caster manufacturers now have precision double-sealed ball bearings, which roll a lot easier and are totally sealed,” said Mark Lippert, vice president of marketing at Hamilton. “There’s nothing to grease. This has been a big change in this business, and it has made a huge difference when it comes to ergonomics and maintenance.”

Figure 1
In small-batch manufacturing, carts have become the material handling option of choice.
Wheel Material. Although metal wheels are used in some applications, such as on heavy-duty material handling devices that ride on a track, they can cause significant damage to concrete floors. Most in-plant casters are made of plastic, rubber mold, or, increasingly, polyurethane. “The polyurethanes dominate for inside applications,” Dave Lippert said, “because they carry heavy loads, and some of the [polyurethane] compounds are significantly easier to push. They protect the floors and make less noise. So they meet a lot of the issues head-on.”
“About 80 percent of the wheels we see in manual push-pull applications are covered in a polyurethane tread,” Lee said, adding that hardnesses, or durometers, range from as soft as a sneaker sole to a little softer than a golf ball.
If a floor is especially uneven or bumpy—thanks to, say, old concrete floors that may have shifted to create a gap or crack—a spring-loaded caster can be an option. The springs give the cart some capacity to support shocks. The polyurethane chemistry itself, however, also can be formulated to provide additional shock resistance. As Lee explained, certain wheels have elastomer material that is constructed in such a way to give compliance, or deformation, in the vertical direction but stiffness in all other directions.
Different polyurethane chemistries and hardness levels abound, and which to choose depends on the environment. For example, some polyurethanes work better on wet floors, others work well on oily floors, and still others can support higher loads.
Harder polyurethanes tend to make a wheel easier to roll, but they also can be noisy, and they can get stuck in floor gaps and on debris. Softer polyurethanes are less noisy and can roll over debris more easily, but it normally takes more force to move them.
A polyurethane wheel’s resilience, or rebound, also plays a role here. A ball exhibits resilience when it bounces off the floor. In a caster wheel, resilience helps push the wheel forward, especially over obstacles like small debris. The more resiliency a wheel has, the more upward force (“bounciness”) is exerted when rolled under load, which means the wheel deforms less.
“When you load a wheel, you deform it,” Lee said. “That deformation eats up energy, and that’s where the heat comes from. If a wheel’s resiliency reduces deformation by 25 percent, you’re turning 25 percent less energy into heat, and as a result, you don’t need to put so much effort into rolling the wheel.”
The amount of floor debris also drives the polyurethane choice. “If a plant has a lot of debris on the floor, you typically don’t want anything harder than 85A,” Mark Lippert said, adding that otherwise, foreign objects can become embedded in the tread. “Once it does, it removes many of the dynamics of the original wheel, and creates other problems.”
Tread thickness also factors into the equation here (see Figure 2). Thick treads can resist shock and roll over debris. On the other hand, thick treads with low-resiliency polyurethane tend to be a little more difficult to roll.
It can be quite the balancing act: wheel diameter, tread thickness, polyurethane hardness and chemistry, resiliency, wheel construction—changing one factor can affect others. “It’s a world of trade-offs,” Dave Lippert said.
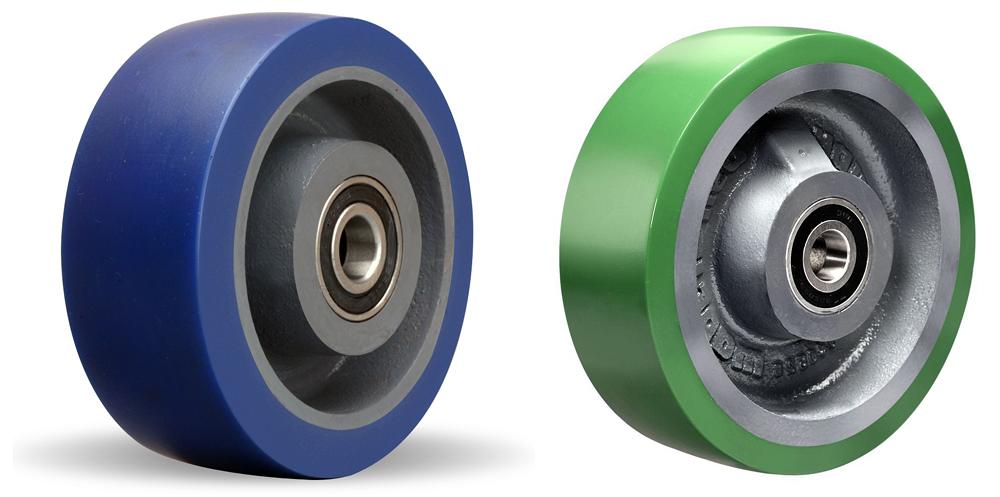
Figure 2
Wheels can have thick treads (like the blue wheel) or thin treads (the green wheel). Tread thickness affects how easy the wheel rolls, but it also depends on the polyurethane’s resilience. Images courtesy of Hamilton Caster & Mfg. Co.
A big factor in steering comes in the design of the cart itself. If a heavy-duty cart is to be towed, it may have a fifth wheel, or disk, in the center of the steering axle to aid turning. For the majority of manually pushed carts, though, the swivel casters themselves do the steering, and again, that swivel design isn’t as simple as you might think.
Swivel Mechanism. The caster industry offers several ways for the caster to swivel. First there’s the kingpin, which is generally a bolt or rivet that holds the caster components together. Depending on the design, the kingpin sometimes can be the weakest link in the system, especially under heavy loads or if the wheels roll over a rough surface. Then there’s the kingpinless construction. Instead of a swivel action occurring around a central kingpin, it takes place around a circular raceway, which spreads the load over a wider area (see Figure 3).
Different caster manufacturers have introduced ways to make swiveling easier under a variety of conditions. For instance, bearings with precision-ground and sealed raceways, as well as casters with sturdy kingpins forged to the top plate, are designed to work under heavy loads.
Swivel Lead. Swivel lead is the distance between the center of the wheel and the center of the swivel section. A longer swivel lead increases the swivel rotation distance and makes it easier to turn thanks to mechanical advantage, similar to using a long torque wrench on a nut. According to sources, the ability to customize swivel lead can make a big difference.
Here again, other variables enter the equation, especially load. If you have a swivel lead that’s too long, the caster assembly will break under heavy load, just as a torque wrench that’s too long can strip threads. As sources explained, for a given load and swivel section, there’s an optimal swivel lead.
Scrub Patch. When you are turning a stationary cart, half the wheel’s width wants to roll in one direction, while the other half wants to roll in the opposite direction. These opposing forces keep the wheels from rolling as they swivel. The result: The tread rubs against the floor during the swivel, creating what’s known as a scrub patch, or contact patch—the same patch occurs when you turn the wheel of your car when not moving. If a heavy load requires a wide wheel, a large patch scrubs against the floor during the swivel, which makes manual turning more difficult.
“That contact patch on the ground causes about 60 percent of the movement load,” Lee said. “If it takes 20 pounds of force to move a cart, 12 pounds of that movement is due to the friction between the wheel and the floor during the swivel. If it’s a lighter load, the contact patch is small, so that friction is small. But as you get to loads that are 2,000 or even 3,000 pounds, that patch gets really big.”
In these cases, a caster with two wheels side by side can help (see Figure 4). As the assembly swivels, one wheel rotates in one direction, the other wheel in the opposite direction, which reduces the friction from scrubbing.
Tread Profile. The wheel tread profile, or shape, also matters, though its effect on steering and rolling depends on the load. Cross sections can be round (think of the round tread profile of a bicycle tire), flat (like a heavy-truck tire), or anywhere in between.
According to sources, round wheels aren’t necessarily easier to maneuver in all circumstances. The contact patch for round-profile tread is small and circular, but as the load increases, so does the size of the contact patch. With enough load, this small round scrub turns into a large contact patch, which can make for difficult turning. A common shape is a crowned profile that’s mainly flat at the center but tapered on either side, which helps maintain maneuverability under a variety of loads.

Figure 3
This kingpinless caster swivels around a circular raceway, designed to spread the load over a wider area. Photo courtesy
of Caster Concepts Inc.
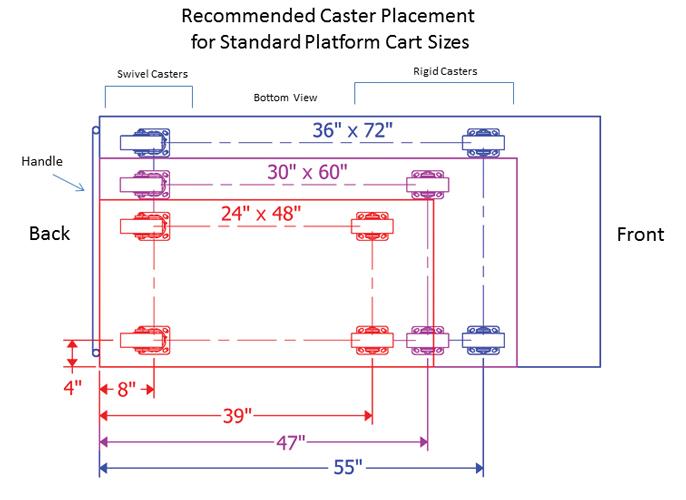
According to sources, many assume the best practice is simply to place four wheels on the four corners of a cart. This certainly makes the cart more stable under many different loads, but this also makes a cart difficult to turn. To overcome this, a cart can be designed so that the casters are slightly closer together. At the same time, to avoid cart balance and tipping problems, wheels shouldn’t be placed too close to each other either (see Figure 5).
Considering all this, in ideal circumstances, carts and caster wheels should be designed together, because attributes of one affect the other. Larger-diameter wheels may require a longer or wider cart design to keep the cart’s center of gravity low.
These considerations mainly cover manual operations, and even more variables enter the picture with mechanized material handling, such as towing applications. Beyond this comes a host of other factors. As Dave Lippert explained, “Sheet metal blanks may stack nicely on a cart, but after you form them, then what? How are your carts going to accommodate for this? How are you going to stack it, but still keep it from being top-heavy?” Additional variables are aisle widths in the plant, inclines and ramps, where to place the most weight on a cart for safe operation, and on and on.
Regardless, with ever-shrinking batch sizes, people need to move small lots between machines a lot more often. In manufacturing, the caster wheel isn’t a commodity at all. In a lean world, it really is what makes part flow happen.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}