















Laser cutting 3-D preformed parts
How software can affect setup
 |
In as little as 20 minutes, some of today's offline multiaxis CAD/ CAM software for laser cutters can automatically design and generate NC code for a sheet metal workholding fixture, create NC code for 3-D parts, perform cutting simulations with part interference checks, and allow modification of cutting parameters. Such software can save hours, even days, in fixture design and construction, programming, and fine-tuning of 3-D cutting applications.
This article describes how a fabricator can use these advances to cut preformed parts quickly on a sophisticated multiaxis rotary laser.
While postprocessing packages for 2-D sheet metal fabrication and 3-D chipmaking operations are readily available, fabricators only recently have had access to sophisticated 3-D CAD/CAM for multiaxis laser cutting applications. Some of these 3-D laser software packages generate cutting data for the part's workholding fixture, as well as the 3-D part itself.
Such software lets fabricators laser-cut or trim hydroformed, spun, formed, or stamped parts with little setup or programming time. Used to program certain multifunction lasers, it can shorten the most time-consuming stages of 3-D cutting:
- Surface data cleanup. Most 3-D CAD/CAM software accepts 3-D CAD files and converts them into 3-D part drawings. Surface data on the CAD model must be cleaned up to ensure subsequent seamless cutting simulations and creation of correct NC code for the laser. If the engineer providing the part file does not clean the surface data on the CAD model, the programmer can use the 3-D laser CAD/CAM software to perform the cleanup by deleting extra lines, arcs, or surfaces from the model.
- CAD to CAM conversion. Some 3-D laser CAD/CAM software can sequence the data, profile the part, and generate an NC code program from a clean surface-model file. Typically, these programs display the part on the bed of the laser cutting machine so the programmer can relocate the part if necessary. The programmer also can add cut paths that were not part of the original part file to, for example, trim extra material or add cut holes.
- Work envelope check. Once the CAM information is entered, the programmer makes the software perform a number of checks. One quick check of the X, Y, and Z axes ensures that the part fits within the laser's work envelope. If it doesn't fit, the programmer can raise or lower the part.
- Cutting simulation. A cutting simulation is the next check. Some software looks for potential collision points along the cut path, highlighting potential problem areas. To correct for interference points, the programmer manually enters intermediate points and directs the cutting head to go around the interference.
If rotating the head will avoid a collision, the programmer can override the cutting head's preprogrammed perpendicular position. The software can prompt the programmer through the intermediate-point additions and allow modifications to the cutting parameters to accommodate a change in angle. To complete the modification, the programmer creates a second intermediate point to return the cutting program to "normal" conditions. A second simulation can be used to check out manually made changes. - Fixture design and code generation. Some 3-D laser CAD/CAM software also can automatically design and generate NC code for a workholding fixture made from laser-cut 2-D sheet metal parts. This function can be helpful for fabricators with low-volume production runs.
Automatic sheet metal fixture design takes only a few minutes. Taking advantage of a laser's ability to cut slot and tab parts, the software generates NC code for interlocking 2-D sheet metal pieces that follow the CAD profile of the part and will be fit together on the laser to support the 3-D part.
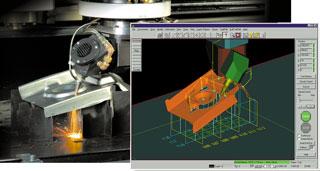
The software displays the fixture design as a 3-D grid with the preformed part superimposed on it (see Figure 1). The programmer typically chooses four to eight cross sections of the fixture grid that will best support the part and clicks those lines on the screen. The software calculates the fixture layout and NC code for the individual pieces and then displays both an orthographic view and the placement of the fixture and part on the table.
The programmer can add other steps, such as etching coordinates onto the fixture parts to aid assembly or making holes in the fixture pieces for bolts or spring clips. The orthographic view can be printed to assist with fixture assembly. - Fixture positioning and cutting. As soon as the software generates the NC code for the fixture pieces, the programmer can input the sheet size, and the software will display the nest for the fixture pieces (see Figure 2). The operator fits together these pieces after cutting them on the laser, anchors the pieces into grooves on the cutting table (seeFigure 3), and places the 3-D part on top of the fixture. For future runs, this custom fixture can be removed from the laser bed and stored flat.
- Parts cutting. If the operator already has performed a simulation on the software, even the first cutting of the part likely will proceed without problems. If fine-tuning is needed, however, sequences can be edited on-the-fly. Each sequence in the NC program has a start and end point with a number of associated parameters, such as head orientation or offset, all of which the operator can change.
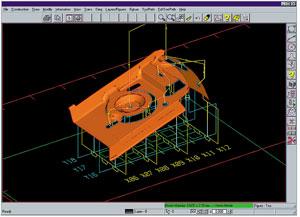 |
| Figure 1 Some 3-D laser CAD/CAM software displays an interlocking sheet metal fixture design as a grid below the 3-D part. |
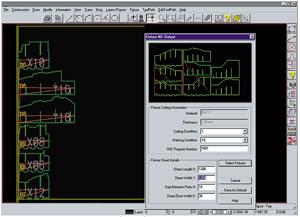 |
| Figure 2 Once the programmer enters sheet dimensions and space between pieces, the software creates the nest for the 2-D fixture pieces. |
 |
| Figure 3 The operator assembles the 2-D crosspieces of the fixture, inserting them into slots on the laser table. |
Combined with multiaxis lasers, the 3-D laser CAD/CAM software available today can help fabricators find ways to reduce costs for current products or to expand their fabricating capabilities.
Tim O'Donnell is an Application Engineer with Mazak Nissho Iwai Corp., 140 E. State Parkway, Schaumburg, Illinois 60173, phone 847-252-4500, fax 847-252-4599, Web Site www.mazaklaser.com. Mazak Nissho Iwai is the North American supplier of Mazak laser cutting systems and automated material handling equipment for sheet metal, plate, and pipe fabrication.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
Dynamic Metal blossoms with each passing year

5
Metal fabrication management: A guide for new supervisors
