















President

There are literally hundreds of different steel specifications, each potentially described with different terminology and syntax. This article is the first in an ongoing series that will explore the different ways producers and users call out metal grades and coatings.
When you need to specify a steel grade, do you just ask for 1008/1010? Did you know that there is no such grade? Specification SAE J403 Grade 1008 allows for up to 0.10 percent carbon, while specification SAE J403 Grade 1010 states that the steel may be supplied with carbon content from 0.08 to 0.13 percent.
If you are ordering 1008 steel, you can get anything from ultralow-carbon, interstitial-free, super-formable steel to something that can be classified as a high-strength steel. When you order to SAE J403, only the ranges of selected chemical elements are restricted; no tensile requirements are listed in this specification.
If you want to order a grade with tensile property requirements, you do have several choices. Some of the more common grades of low-strength, uncoated cold-rolled steel are shown in Figure 1. Some specs call out required property ranges or minimum values; others state the values are for guidance only but are not required to be met. As such, the grades shown are not truly equivalent but just the closest similar matches. In all cases, order as restrictive as you need for manufacturing success, but as general as you can to lower your purchasing costs.
Electrogalvanized coatings are applied at ambient temperature, which means the tensile properties of the base steel are not changed by the coating process. In contrast, hot-dipped galvanizing—which applies pure zinc and zinc-iron alloy coatings—is performed at an elevated temperature, which changes the properties of the base steel.
Since the goal is to have a particular grade satisfy the same property requirements independent of coating, the starting melt chemistry may vary as a function of the chosen coating. For example, to ensure that the yield strength of hot-dipped galvanized steel, hot-dipped galvannealed steel, and electrogalvanized steel remains at 120 to 180 MPa (yield strength of uncoated steel), you may need to take one chemistry OR processing approach for the uncoated and electrogalvanized options and another for the hot-dipped options.
To account for the different mill processing and output properties, ambient-temperature coated products and elevated-temperature coated products typically have different specification requirements. While ASTM A1008/A1008M is used for uncoated low-carbon steels, ASTM A653/A653M is used for hot-dipped galvanized low-carbon steels. Both specifications have provisions that restrict or allow for the use of ultralow carbon levels usually associated with continuous annealing lines to make the most formable (and lowest-strength) steels.
ASTM A653/A653M also provides for coating weight minimum requirements. The prefix or suffix to indicate a hot-dipped galvanized coating is the letter G, while a galvannealed coating is shown as the letter A.
If the prefix letter is shown first and followed by a number, such as G40, the notation describes the combined total coverage from both sides as expressed in ounces per square foot divided by 100. For example, a G40 coating has a minimum total coating coverage of 0.40 ounce per square foot, or an average of 0.20 oz./ft.2 on each side. Knowing the density of pure zinc (446 lbs./ft.3) allows you to convert the coating coverage to a thickness of 0.00034 in. per side, or 8.6 microns per side. To ensure sufficient corrosion protection, the ASTM A653/A653M specification also calls out a minimum single-side measurement. For G40, each side must measure at least 0.12 oz./ft.2, or just over 5 microns. If this isn’t sufficient for your application, you need to specify greater coating coverage.
If the number is shown first followed by the G or A as a suffix, such as 60G, the notation describes the single-side coverage in grams per square meter. For example, a 60G coating has a minimum coverage of 60 grams per square meter on each side of the steel. Knowing the density of pure zinc (7,140 kg/m3 = 446 lbs./ft.3) allows you to convert the coating coverage to a thickness of 8.4 microns per side. This notation is commonly used in automotive applications.
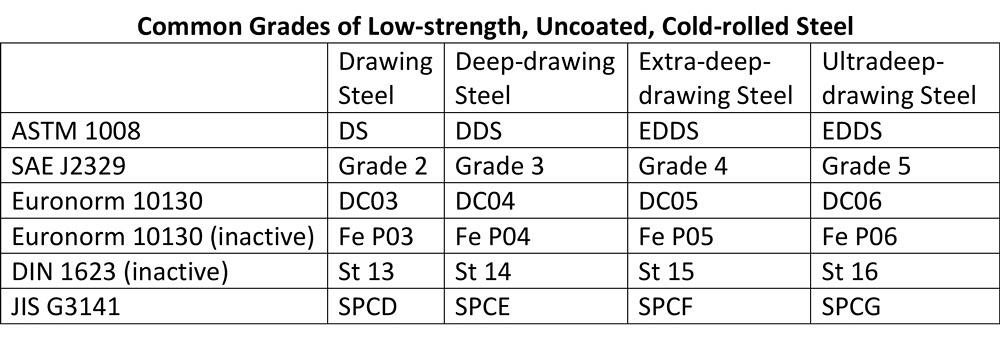
Figure 1 – Because some specs call out required property ranges or minimum values and others give values for guidance purposes only, the grades shown are not truly equivalent but just the closest similar matches.
Descriptors also can vary among different specifications. Hot-dipped galvanized coatings of pure zinc are sometimes abbreviated as HDG, GI, or Z. Hot-dipped galvannealed coatings, which contain zinc-iron intermetallics, are abbreviated as HDGA, GA, or ZF. Electrogalvanized coatings are shown as EG, EGL, or ZE.
Other types of coatings that are put on steel for corrosion protection include an aluminum-silicon (AS or Alusi) alloy commonly found in press-hardening applications and a zinc-aluminum-magnesium (ZAM or ZM) alloy used to prevent cut-edge corrosion.
ASTM A1008/A1008M-16, Standard Specification for Steel, Sheet, Cold-Rolled, Carbon, Structural, High-Strength Low-Alloy, High-Strength Low-Alloy with Improved Formability, Solution Hardened, and Bake Hardenable, ASTM International, West Conshohocken, Pa., 2016, www.astm.org/cgi-bin/resolver.cgi?A1008A1008M.
ASTM A653/A653M-15e1, Standard Specification for Steel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by the Hot-Dip Process, ASTM International, West Conshohocken, Pa., 2015, www.astm.org/cgi-bin/resolver.cgi?A653A653M.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





