















Contributing Writer
Author's Note: It has been almost six years since my first article appeared in STAMPING Journal. I would like to take a moment to thank the editors, designers, and loyal readers of SJ and the Die Science column. (Five stars to Associate Editor Kathleen McLaughlin for making me sound a lot smarter than I really am!) If you have any ideas or topics that you would like to see discussed in future Die Science articles, please contact me or Kathleen. We would be happy to address your suggestions.
To give you a better understanding of the problems that exist with specifying and qualifying material, I would like to tell you about one of my typical consulting adventures. The names of the parties have been changed to protect the innocent.
One of my clients, X Stamping Company, was having a recurring splitting problem with a deep-drawn part. The splitting was not a frequent event, but when it did occur, the cost of the downtime, scrap, and paperwork was enormous. X Stamping asked me to take a look at its dies in an effort to resolve this costly problem.
I stood in front of the die, surrounded by engineers, toolmakers, and production managers, each one of them looking to me as if I had some magic formula that would correct their splitting problem. I checked the radii, blank holder pressure, and equalizer height. They all were as they should be.
Overall the die looked good. It was clear to me that the die maintenance crew had done a good job metal finishing the radii and working surfaces.
I told the guys standing next to the press that before we began altering the die, I would like to make sure that the incoming steel was suited to the process. They assured me that the material was within the part specification. But I don't like to make assumptions about a material's capability. I need hard data.
So I headed up to the material purchasing office. As soon as I got into the office, Bob (you know Bob, the imaginary steel guy) said to me, "Art, I know why you're here. The material is in spec! All you tool and die guys are the same. If you can't make the die run, you blame it on the steel."
After allowing him to vent on me, I replied, "Bob, please understand me, I'm not here to dispute that the material is within specification of the product design. If you say it is within spec, I believe you. But I do have a question for you. What is the specification for this steel?"
He rattled off some big long number associated with an ASTM standard and then proceeded to show me the "in spec" testing data from the failing coil of steel.
I replied, "Bob, are you somehow saying that ASTM has miraculously determined what your process can accept?"
He looked puzzled. "What do you mean?"
"Here's my point, Bob," I explained. "After the process has been finalized, it determines the material's specifications. Remember, the material's mechanical properties must be suited to the process or the process must be suited to the material's mechanical properties. Ensuring that the material is within product design specifications in no way ensures that the tool is capable of running the entire mechanical range of the material."
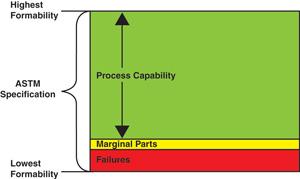 |
| Figure 1 The true root cause of the problem was that the process was not designed and engineered to accept the full range of mechanical properties within the ASTM specification. |
Now don't get me wrong. I didn't blame Bob for ordering material that the process would not accept. Bob did his job correctly. He ordered the steel for which the part was designed.
The true root cause of the problem was that the process was not designed and engineered to accept the full range of mechanical properties within the ASTM specification. Figure 1shows the basic scenario of X Stamping's predicament.
The best solution, although not always the easiest to implement, is to alter the process so that it can accept the entire mechanical range of material for which it was intended. Doing so helps to minimize material cost.
This process change may be as simple as using a better drawing lubricant, opening up a radius, or giving the die a good polishing job. On the other hand, it may require more drastic measures, such as a major product design change or a major die alteration.
If your dies cannot be altered, your product cannot be changed, and you have tried everything possible to prevent the part from splitting, it is time to look for another solution.
One option is to change the material's specification so that it suits the process. This change often is referred to as "tightening up the spec."
The prospect of tightening the spec often causes individuals responsible for purchasing material to come unglued. Their typical argument is that it will raise the price of the material. While that's true, I have yet to see an instance in which purchasing more expensive material that prevents failures is more costly than the downtime and scrap it prevents. You have to consider what is in the best interest of the company, not just the purchasing department.
Take time to determine what your process is capable of running. Gather mechanical data like n values and elongation percentages, as well as the material's yield strength. Avoid asking your material supplier for better material. Instead, determine which mechanical limits your process can handle.
For instance, give your material supplier a range of n values that your process can accept. Test your process, and if you find, for instance, that material with a 0.18 n value splits and material with a 0.20 n produces an acceptable part, request a material with a minimum 0.2 n value. Mechanical data does not lie.
There are numerous ways to define material specifications. Rather than using an ASTM specification or a grading scale such as grade 1, 2, or 3, make sure that your process can accept the full range of mechanical properties. Don't buy a die that will not perform with the entire specified range of material.
Until next time ... Best of luck!



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





