















Improve HSS part quality before die tryout
Calculating springback compensation with simulation software
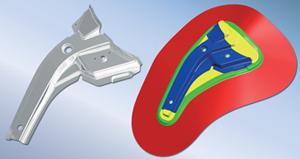
This C-pillar reinforcement is manufactured by deep drawing, cutting, and flanging (on left). Die faces for the deep-drawing stage, including the binder, addendum, filled surfaces, and part, can be developed using simulation software (on right).
The use of high-strength steels (HSS) and aluminum in automotive and other stamping manufacturing is creating forming challenges for tool and die engineers. Meeting the dimensional specifications to produce parts made of these materials is difficult and can require expensive tryout loops. The higher strain hardening of HSS compared to mild steel and aluminum's low stiffness property result in a significant increase in elastic springback.
Until recently forming simulation software was used primarily for predicting conventional failure causes, such as cracks and wrinkles, during deep drawing. Now new and more efficient element types, or physical models,1 are used that enable stamping tool and die engineers to simulate material reactions, including springback.
The fundamental challenge is to use springback simulation results to compensate for springback during the tool development phase to improve quality further before the real tryout phase begins.
Conditions and Requirements for Virtual Springback Compensation
To successfully implement springback compensation based on simulation results, the following conditions have to be fulfilled:
- It must be possible to set up and simulate the entire forming process, including all secondary operations such as trimming or flanging, in a single system.
- The exact springback simulation requires a finite element analysis (FEA) formulation that predicts not only strain states for failure prediction, but also stress states. In addition, appropriate algorithms that can efficiently solve the corresponding sets of equations are needed.
- The entire forming process must be designed robustly with respect to noise (interference). Therefore, a stochastic (pertaining to random variables) simulation is necessary, whereby certain parameters are varied automatically, leading to multiple evaluations of the process. The results are presented in an intuitive and easy-to-interpret manner and a more stable process is likely.
- The software module must allow the user to modify the die face based on precise springback calculations. It must be possible to realize proven springback compensation strategies to verify the part's dimensional specifications after only a few runs.
- Last but not least, the compensated and validated die face data, trim lines, and working directions have to be transferred through appropriate interfaces to CAD/CAM systems to generate milled surfaces and milling data.
Representative Work Flow
So how do different software modules interact? At which point in time should the compensation be performed? If the purpose of the virtual tryout is to reduce time and costs, then its work flow requires significant attention.
In the following example, a C-pillar reinforcement (seelead image) is manufactured in four operations (deep drawing, cutting, and two flanging operations).
Setup of Forming Process and Process Validation. Starting from the part geometry, the die faces for all operations can be developed completely from the deep-drawing stage up to the secondary operations using simulation software. The lead image shows the die faces for the deep-drawing stage, including the binder, addendum, filled surfaces, and part.
Next the individual die faces are assigned to the appropriate tools automatically, thereby defining the process (working direction and kinematics).Figure 1shows the initial position of the tools, including their working directions for the deep-drawing stage. The full associativity ensures automatic incorporation of later geometry changes of the whole tool set.
After the first tool concept is developed, the deep-drawing stage has to be checked for cracks, wrinkles, thinning, and the potential for scratch lines.
Feasibility is achieved after a first optimization (seeFigure 2). Already at this stage, springback should be checked to verify whether the springback can be geometrically compensated later or whether the tool concept must generally be revised. Figure 3shows free springback after trimming.
Ensuring a Robust Process. Once a preoptimized concept is ready and the part is principally feasible, it makes sense—before making die design changes to compensate for springback—to check the manufacturing process's robustness. The compensation's success depends on a robust forming process because springback responds sensitively to variations of material and process parameters. Also, without the use of simulation technologies, practical experience shows that despite the compensated tooling, out-of-spec parts caused by springback cannot absolutely be avoided. In most cases, this is caused by an unstable process.
According to practical experience, typical noise variables during manufacturing are friction, blank holder force, blank position, and material properties. If these values are varied automatically within a user-defined variability range, and if one evaluates the simulation results statistically, then the first substantial result is obtained: the scatter of springback (seeFigure 4).
Certain areas of the part exhibit large springback variations that would lead to high reject rates in production. The simulation software helps to explain how these areas can be positively influenced by appropriate process parameter adjustments or by modifications of the part or the die process engineering. The result of Sigma analysis is a forming process that delivers accurate parts with a low reject rate.
The second important result is the median springback result value (seeFigure 5). This value is nearly independent from the process parameters variation. However, it can be particularly influenced by the geometric compensation of the tool. The median result value is thus the starting point for the compensation that takes place in the next step.
Springback Compensation. As was pointed out on the basis of Sigma analysis, the dimensional specifications of the part can be ensured particularly via geometric compensation of the tool. Therefore, three different areas are defined within the tool (seeFigure 6). First of all, the area of the part marked as direct has to be compensated directly. Second, the binder area marked as fixed has to remain unchanged. Third, the transient area marked as transition corresponds to the addendum shown in the lead image. Such assignment is performed automatically if the die faces are generated with the software.
Compensation of the die faces is implemented in the opposite direction of springback, with the same value. The actual compensation is determined by a user-defined multiplication factor. The computation of the compensation is performed by an efficient algorithm that exhibits its strength in the calculation time and the surface quality. The compensated tool geometry is used as input for the next simulation.
After two compensation loops, the springback result is finally presented within the required tolerance.Figure 7shows the part geometry before and after the compensation.
Finally, the coupling between the simulation software and common CAD systems enables fast tooling surfaces construction up to the generation of milling data via appropriate interfaces.
Outlook
Global competition applies pressure to reduce time and cost of the entire process of tool production, from part development to die tryout. Instead of compensating springback via real tryout loops, compensation now can be achieved via virtual tryout loops during the die process and tooling engineering. Furthermore, the tool construction performed using simulation software enables engineers to plan the manufacturing of parts more accurately with respect to capacity and logistics and, consequently, to obtain an additional increase of throughput and productivity.
Dr. Markus Thomma is global marketing director of AutoForm Engineering GmbH and Thomas Brenne is application engineer of AutoForm Engineering Deutschland GmbH, Technoparkstrasse 1, CH-8005 Zurich, Switzerland, 41-43-444-6161, markus.thomma@autoform.com,thomas.brenne@autoform.com, www.autoform.com.
About the Authors
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}