















Contributing Writer
The use of high-strength work materials has dramatically increased the performance requirements on the stamping and forming tools. Selecting the proper tool steel grade, matched with the right coating, optimizes tool longevity and productivity.
As the marketplace continues to demand thin, lightweight components, stamping manufacturers are gravitating toward the use of high-strength work materials. As a result, the performance requirements placed on the stamping and forming dies have increased dramatically. Developing tool steel alloys that can withstand elevated working pressures, maintain reasonable wear resistance, and resist chipping and cracking simultaneously is a major challenge.
Transfer die tooling has unique performance challenges. At each die station, a series of cutting, drawing, and piercing operations are performed. These operations subject the tooling to a variety of wear mechanisms as they encounter the work material. In addition, rapid production rates require that the parts be released readily from the tooling to allow for transfer to subsequent die stations.
The selection of the proper tool steel grade at each transfer die station plays a large role in optimizing productivity. The tooling’s performance may be enhanced further with the addition of a coating. It is important to select a tool coating process that will not alter the core hardness of the tool steel substrate or result in a dimensional change.
Within these constraints, one suitable option is a physical vapor deposition (PVD) coating. This coating is applied as the last step in the tool building process. The relatively low temperatures at which PVD coatings are applied allow them to be used with a variety of tool steel alloys. When properly selected, the tool steel substrate and PVD coating can form a synergy that results in significant performance improvements.
Preventing the obvious defects, such as cracking, chipping, and plastic deformation, is critical. Cracking and chipping are associated with a lack of toughness or ductility of the tooling material. Plastic deformation occurs when extreme forming pressures exceed the yield strength of the tool steel. Once these problems have been overcome by optimal selection of the tool steel grade, the tooling will reach the point where it is simply wearing out (see Figure 1). That is, the forming and cutting surfaces of the tooling show signs of dulling or erosion, causing burring or parts that are out of tolerance.
When the tooling has reached this point it becomes important to correctly identify the primary active wear mechanism causing it. Often two distinct modes of wear are evident: abrasive and adhesive.
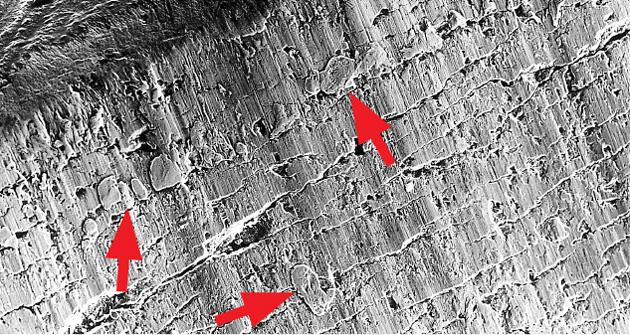
Abrasive Wear. This type of wear occurs when stamping components with steel grades that contain hard, wear-resistant constituents such as alloy carbides or martensite. The surface condition of the raw material may also contribute to abrasive wear, such as the presence of surface scale. In general, any hard work material that has a tendency to scrape or abrade the edge or surfaces of the tooling is likely to lead to abrasive wear. Essentially, the work material grinds down the surface of the tooling with every stroke of the press (see Figure 2).
Adhesive Wear. A second and often misunderstood failure mechanism, adhesive wear occurs during the forming of relatively soft, gummy materials such as copper-base alloys, austenitic stainless steel, or low-carbon steel. In such instances, the soft work material has a tendency to adhere and cold-weld itself to the tooling surfaces. Upon subsequent press strokes, the work material may be dislodged, taking part of the tool steel substrate with it. An example of a punch that exhibits the characteristic appearance of adhesive wear is shown in Figure 3.
Figure 1
These wear and failure mechanisms limit the useful service life of transfer die tooling.
When abrasive wear is the primary concern, a grade of tool steel with an abundance of wear-resistant carbide particles within its matrix is desirable. This is typical for a grade such as American Iron and Steel Institute (AISI) D2, which contains a high percentage of both carbon and chromium (for example, 1.5 percent carbon and 12 percent chromium). These two alloying elements have a great affinity for each other and combine to form hard, wear-resistant chromium-carbide particles. The presence of these hard alloy carbides within the matrix of the steel will provide resistance to wear from the grinding or scoring action that limits tool life when abrasion is the primary wear mechanism.
The drawback of D2, however, is that it tends to have limited impact strength. As a result, the material often is prone to cracking or chipping. To overcome this problem while still providing a tool steel with an adequate carbide content for abrasion resistance, 8 percent chromium steels have been developed. This balanced chemistry has good abrasion resistance while maintaining its ability to withstand cracking and chipping.
Controlling adhesive wear depends largely on selecting a grade of extremely tough tool steel with a high level of ductility. Within the parameters of this criteria, there has been some development in the area of the so-called matrix steels. These grades balance the chemical composition so that the bulk of the carbon and alloying elements (such as chromium, molybdenum, and vanadium) remain dissolved in the matrix of the steel. That is, they do not precipitate to form the hard carbide particles that develop in grades AISI A2 and D2.
The matrix steels have the compressive strength of an AISI D2, and a toughness similar to a shock-resistant AISI S7 tool steel—reaching hardness levels up to 60 HRC at tempering temperatures of 1,000 degrees F.
Once the proper tool steel substrate has been selected, a surface treatment can enhance wear resistance. One of the important characteristics of PVD coatings is their relatively low application temperature—about 840 degrees F. The tempering temperature used during the heat-treatment process of the tool steel must exceed this application temperature by a minimum of 50 degrees F. Fortunately, many grades of tool steel use tempering temperatures above 980 degrees F, making them suitable for PVD coatings.
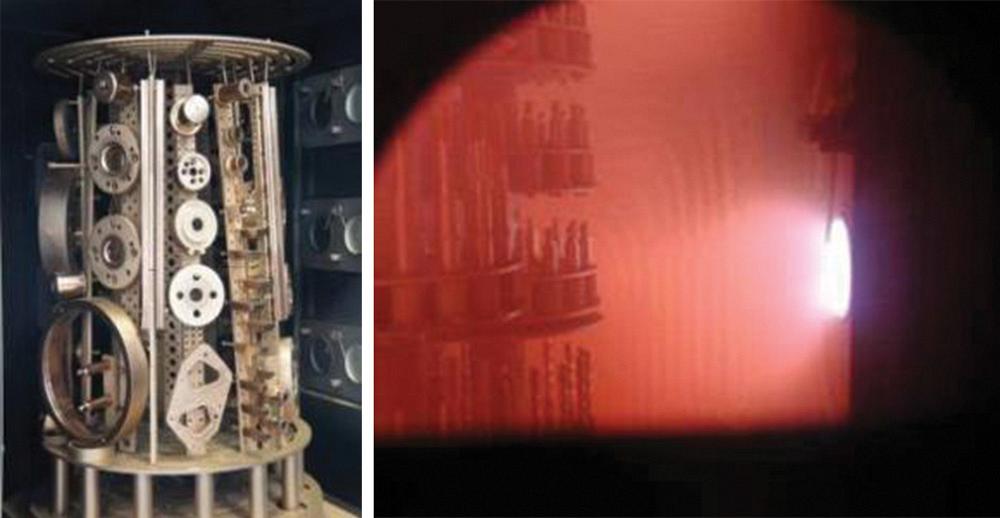
Briefly stated, PVD is a process in which a tool steel substrate is coated with an extremely thin, wear-resistant coating under vacuum conditions (see Figures 4, 5). These coatings typically are applied in thicknesses from 2 to 4 microns and possess hardness levels of 2,000 to 4,000 Vickers (HV).
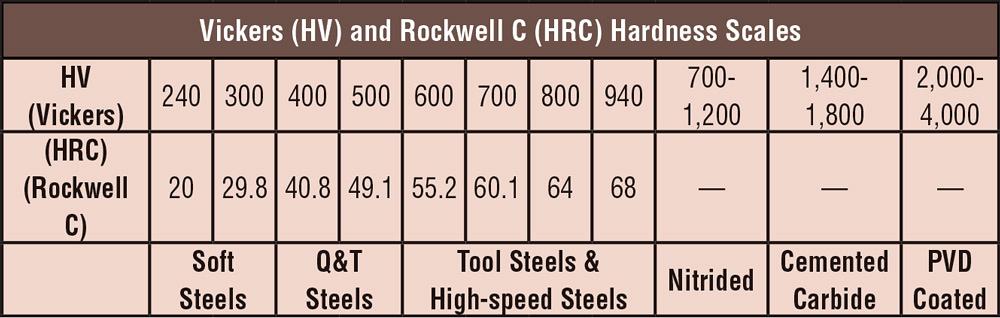
To put this hardness range in perspective, a value of 60 Rockwell C (HRC), typical for a hardened tool steel, would correspond to approximately 700 HV (see Figure 6).
A minimum tool steel substrate hardness of 50 HRC is recommended to provide a suitable foundation that will support this extremely thin, hard layer. To further enhance the adhesion of the hard coating to the substrate, an intermediate step can be added. The tool steel substrate may initially be plasma-nitrided to a case depth of approximately 0.002 inch. This yields a more gradual transition from the hardened tool steel substrate (for example, 60 to 62 HRC) through the case-hardened “skin” (about 70 HRC) followed by the wear-resistant PVD final layer (about 3,500 HV).
An example of a multipurpose coating that functions well in both forming and stamping of low- and high-alloy steel is a composition comprising a multilayer structure of titanium aluminum carbonitride (TiAlCN), which reaches a hardness level of approximately 3,500 HV. This extremely hard coating also is applied as a very thin layer with a thickness ranging from 2 to 4 microns. The coating has a very low coefficient of friction, which helps with antigalling and part release.
PVD coatings tend to enhance or improve tool life; however, they should not be considered a substitute for proper tool steel selection. For example, if transfer die tooling is failing because of poor ductility or plastic deformation, a surface treatment will not be a remedy.
It is critical to select the proper grade of tool steel initially and then make sure it is heat-treated according to the manufacturer’s guidelines. Once this is done, a PVD coating may enhance the tool’s wear resistance and antigalling properties.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}