















Is this Round 2?
Aluminum fuels Ford-Ferrari rivalry
 |
The year is 1966, the race is the 24 Hours of LeMans, and the Ferrari® team has little to fear. It has won this race six times in a row. Oh, sure, Ford Motor Co. has entered its showcase racing car for a third time, but this isn't as much about racing as it is a flamboyant publicity stunt; Ford is still licking its wounds after its offer to buy Ferrari fell apart.
What does the Italian automaker have to fear from its American competitor? After all, everyone knows that European automakers specialize in styling and performance, whereas U.S. automakers are concerned with practical features and production efficiency. On a day at the races an Italian thoroughbred can't lose to an American workhorse, can it?
Well, actually it can. Ford entered three of its GT40® model at LeMans in 1966, and they took first, second, and third places. The snappy, curvy, sculpted racer proved that an American exotic could win one of the world's most prestigious races.
But the story didn't end there.
The GT40 established a winning dynasty at Ford, taking first place at LeMans in three more consecutive races. By the time the GT40 won its final LeMans race in 1969, it had shown the world that the first win wasn't a fluke, and that Ford's program, Total Performance, had produced a capable contender and world champion.
It was a glorious time for Ford. It had a winning car, and it even distinguished itself as the first U.S. car company to win the prestigious 24-hour LeMans race. Having proved what it had set out to prove, Ford decided to step down. Rather than hang around the racing circuit too long, Ford chose to discontinue its then-aging GT40 racing program. Ford went out at the peak of its glory, finishing a winner.
But the story didn't end there.
Something Old, Something New
Nearly 40 years later Ford Motor Co. decided to rekindle the excitement by developing an updated GT40. The goals were simple. Like the GT40, the new car (dubbed the GT) should go fast, handle exceptionally well, and look great. Oh, one more goal was the timeline—the design and manufacturing team had just 16 months to put it together.
 |
| A view of the GT without its panels reveals the complexity of the components that hold the car together at speeds that exceed 200 MPH. |
Ford wanted something unique in the new car, not just a made-over GT40. In place of the original car's steel monocoque and fiberglass panels, the new version would make extensive use of materials and processes that were used seldom, if ever, in automotive applications during the 1960s.
Aluminum or Steel?The benchmark for the GT was Ferrari's Modena® 360, which has aluminum in the form of 18 castings, 70 sheet stampings, and 56 extrusions.
Likewise, the GT makes extensive use of aluminum panels and extrusions.
Key to the GT's nine formed panels is superplastic forming, a process borrowed from the aerospace industry. According to Rama Koganti, manufacturing body supervisor for Ford Motor Co., superplastic forming produces panels characterized by good strength, light weight, and good flexibility.
Superplastic forming, also known as hot stamping, uses dies heated to 900 degrees F. The panels are inserted into the tooling, and nitrogen at 150 to 250 pounds per square inch (PSI) is blown into the tooling, forcing the panels to conform to the die's contours. Lubrication is needed so the panels can flow properly in the tooling as they are formed.
Hot stamping has many benefits: the tooling was less expensive than traditional stamping tools; it facilitates radii as small as 2 mm; it eliminates springback; it offers quite a bit of design flexibility; and it results in dent-resistant panels. In one example, Ford was able to create a panel that previously comprised six individual pieces.
However, it does have its drawbacks. Ford knows of just one alloy, aluminum 5083, that can be formed by this method; the cycle time is too long for high-volume production; holes and slots can't be incorporated into the process; lubricant imperfections damage the Class A finish; design changes are costly; and, because the material comes from Japan, the lead-time is 20 weeks.
More on the Floor. The car has a bonded floor made from two aluminum panels with a sheet of graphite between them. Although each panel is 1.4 mm thick, the floor is 5 mm thick. One panel remains flat, while the other panel takes the shape of the honeycomb graphite structure between the two sheets. The structure formed in the top aluminum panel provides increased stiffness at a reduced weight. The GT has three such panels.
Superplastic forming wasn't the only modern process Ford investigated for the GT. The company considered using hydroforming, another advanced forming process. Although hydroforming has a significant and growing place in the automotive industry, Ford ultimately decided it didn't have a place in the GT program. The short timeline and the expense of hydroforming tooling were limiting factors. Instead, heavy use of extrusions allowed the company to reach the car's performance goals within the time and cost constraints of the project.
Hydro Aluminum North America provided 35 extrusions for the GT—30 were developed specifically for the GT and five were off-the-shelf components. The 30 developed for the GT run the gamut of shape, size, and complexity, according to Hydro Aluminum's Director of Business Development of Transportation Components Lance Auyer. The shapes include squares, rectangles, ovals, and multihollows.
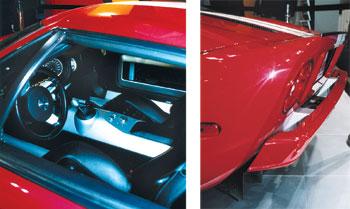 |
| Unpainted aluminum has a significant presence in the GT's interior. In addition to the center console, several less conspicuous aluminum components adorn the doors and the floor. On the exterior, unpainted aluminum structural components that secure the rear bumper are exposed. |
The aggressive timetable for such a high-profile, niche vehicle meant that many components were designed on-the-fly. Such circumstances led to frequent minor tweaks, according to Auyer, such as adding holes, moving holes, and changing wall thicknesses. Costs were kept under control because extrusion dies generally run just a few thousand dollars, Auyer said.
Many of the components for the GT have tolerances specified at half of commercial tolerances, according to Auyer. Hydro's engineers worked with the fabricators to determine how the fabricators would manufacture the finished components to achieve the required tolerances. Some of the fabrication challenges were resolved by investigating manufacturing processes and determining the best one for the application. In other cases, the solution was as simple as sorting material to find the stock that had the best properties.
Hydro relied mainly on two alloys: 6061 and 6063. The first, 6061, is a conventional structural alloy used chiefly in straight sections, Auyer said. For components that require significant bending and forming, 6063 is used.
Bringing It All Together. A final consideration was the method of joining these aluminum components. Gas metal arc welding (GMAW) is used heavily in the GT—the car has more than 21 meters of GMAW joints. However, this process proved problematic for the space frame tunnel that ran down the middle of the car, according to Ford's Group Leader of Advanced Body Construction Adrian Elliott.
For this component, Ford turned to another state-of-the-art manufacturing process, friction stir welding (FSW). Patented in 1991, FSW uses less energy and inputs less heat into the workpiece than other welding processes. As its name implies, friction stir welding relies on friction that develops between a rotating tool and the workpieces. It uses no filler metals or shielding gases. The GT has more than 3 m of joints fused by FSW.
The More Things Change
The automobile industry has changed dramatically since 1966. Steel, a strong, dense, versatile material, is complemented these days by increasing use of lower-density materials. Chief among these alternate materials is aluminum, which often is substituted for steel for weight savings, thereby increasing fuel efficiency in mass-produced street cars and helping meet the performance requirements of niche cars. Like Ferrari did with the Modena 360, Ford took this concept to an extreme and replaced most of the steel with aluminum in the GT.
The outcome? Aluminum comprises more than 80 percent of the GT's space frame, body frame, and chassis, according to Elliott.
The other outcome? The extensive use of aluminum paid off. Powered by a supercharged 5.4-liter engine that develops 550 horsepower at 6,500 RPM, the GT is in the same league as the old GT40 with its 427-cubic-inch (7-liter) engine. The GT goes from 0 to 60 MPH in a mind-boggling 3.3 seconds; 0 to 100 MPH in 8.8 seconds; and achieves a top speed of 205 MPH, matching the top speed of the original.
How will Round 2 end? At press time two teams, Cirtek Motorsports and Scuderia Ecosse, had entered Modena 360s to race at LeMans in 2005. Will any team enter a GT? We'll have to wait until race weekend, June 18-19, to find out.
Hydro Aluminum North America, 801 International Drive, Suite 200, Linthicum, MD 21090, 410-487-4500, www.hydroaluminumna.com.
The FABRICATOR® acknowledges the following sources: www.caranddriver.com, www.fordvehicles.com, FORZA magazine, Popular Science, and the Chicago Tribune.
About the Author

About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




