















Measuring the plastic strain ratio of sheet metals
A useful tool for evaluating material
 |
| Drawing metal successfully relies, in part, on understanding precisely how the metal reacts to tensile forces. When subjected to tensile forces, a flat section of sheet material becomes thinner because of dimensional changes in its width and thickness. The ratio of the changes in width and thickness make up the plastic strain ratio. (Photo courtesy of ITW Drawform). |
Sheet metal forming operations vary from simple to difficult; at one end of the spectrum is bending; in the middle is stretching; and at the other end is deep drawing of complex parts. Regardless of the forming operation, the sheet material's mechanical properties greatly influence its formability, which is a measure of the amount of deformation a material can withstand before excessive thinning or fracture occurs. Determining how much a material can deform is necessary for designing a reproducible forming operation. Testing the incoming sheet material is also essential because material properties may vary from coil to coil and affect the part quality and scrap rate.
Plastic Strain Ratio
The plastic strain ratio, r, is considered a direct measure of sheet metal's drawability and is useful for evaluating materials intended for forming shapes by deep drawing (see lead photo). The r value is the ratio of the true strain in the width direction to the true strain in the thickness direction when a sheet material is pulled in uniaxial tension beyond its elastic limit (see Figure 1).
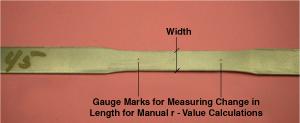 |
| Figure 1 In this typical test specimen used for measuring the plastic strain ratio, r, the "45" denotes 45 degrees, which is the angle relative to the rolled direction from which the specimen was cut. The gauge marks are 2 inches apart from each other before the test. They are required only for manual calculation of the r value. |
Determining the plastic strain ratio is governed by ASTM E517 Standard Test Method for Plastic Strain Ratio r for Sheet Metal. The plastic strain ratio is calculated as shown in Equation 1:
r = ew/et
Where:
- True width strain ew = ln(wf / wo)
- True thickness strain et = ln (tf / to)
- wf = Final width
- wo = Original width
- tf = Final thickness
- to = Original thickness
Equation 1 shows that the r value is dependent on the ratio of width and thickness changes as the sample is pulled in tension. The word plasticin the phrase plastic strain ratioimplies that you have exceeded the specimen's elastic limit and that only the strain that induces plastic flow is considered in the calculation. Because it is difficult to measure thickness changes accurately, it is assumed the volume of the specimen remains constant and the thickness strain is expressed as et = ln(Lowo/Lfwf). After substituting et into Equation 1 and inverting it to eliminate negative values, the plastic strain ratio is given by Equation 2.
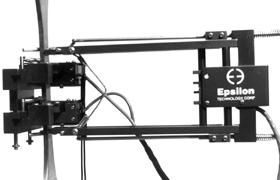 |
| Figure 2 This axial and averaging transverse extensometer attached to a flat metal test specimen is a typical arrangement for determining the plastic strain ratio. (Photo courtesy of Epsilon Technology Inc.). |
r = ln(wo/wf)/ln(Lfwf/Lowo)
Where:
- Lf = Final length
- Lo = Original length
Equation 2 enables you to calculate the plastic strain ratio either manually with a set of calipers or automatically with the use of two extensometers—one to measure the change in axial gauge length and the other to measure the change in width (see Figure 2). If you use the manual approach, it is necessary to measure with calipers the specimen width and the distance between gauge marks before testing. You pull the specimen to a strain less than maximum force (point D in Figure 3), unload it, and measure the final width and gauge length.
 |
| Figure 3 Stress, plotted on the Y axis, is the force divided by the original cross-sectional area of the specimen; strain, plotted on the X axis, is how the metal deforms under the applied stress. A small amount of stress induces elastic deformation (the region from O to A). As the phrase elastic deformation implies, the deformation is not permanent; removing the stress allows the material to return to its original shape. Between points A and F, the material undergoes plastic deformation. The material actually flows, and when the stress is removed, the material may spring back but will not return to its original shape. F is the point of fracture. |
If you use the automatic method, you can pull the specimen until it fractures (see Figure 4). This enables you to determine the ultimate strength, yield strength, and elongation in the same pull, which saves time and money. To calculate the plastic strains using the automatic method, you must calculate and subtract the elastic strains from the measured strains.
 |
| Figure 4 A specimen pulled to fracture typically exhibits necking, or thinning. The width and thickness of the specimen decreases noticeably near the point of fracture. |
Errors in Determining the Plastic Strain Ratio
If you were to perform an error analysis on Equation 2, you would find that the r value is much more sensitive to errors in width measurement than errors in length measurement. R values that are off by more than 40 percent are not unheard of. Furthermore, the reported values are always greater than the true value. The two primary sources of errors in width strain measurement are caused by:
- Edge curling (the specimen's edges curl along the length of the specimen as it is pulled).
- Concentrated stresses (the sharp, knifelike edges on the extensometer create highly concentrated stresses that result in increased localized straining at the point of measurement). Both sources of error result in greater width strains and higher r values.
After each test you need to inspect the specimen to determine if it is flat. Errors in the r value persist unless you compensate for the curling. Errors associated with sharp knife edges are easily eliminated by installing knife edges with rounded or flat surfaces at the point of contact.
Other Points to Consider
For many materials, the r value remains constant over the range of plastic strains up to the maximum force applied to the specimen. For some sheet materials, however, the r value varies with the applied axial strain. For such materials, you should report the as-tested strain level.
Because rolled sheet metals develop planar anisotropy (characteristics that are directional), sample orientation can be significant to the measurement of the plastic strain ratio. Therefore, you must cut test specimens 0 degrees, 45 degrees, and 90 degrees respective to the rolling direction, and you must report the cut direction with each result.
| Test Methods and Specifications |
Material properties that have a direct or indirect influence on the formability and product quality are the ultimate tensile strength, yield strength, Young's modulus, ductility, strain-hardening exponent, and the plastic strain ratio. You can determine all of these parameters by cutting a test specimen from the blank and performing a tensile test. The following ASTM specifications govern these parameters:
|
Richard Gedney is president of ADMET Inc., 51 Morgan Drive, Norwood, MA 02062, 781-769-0850, fax 781-769-0884, www.admet.com.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Dynamic Metal blossoms with each passing year

4
Steel industry reacts to Nucor’s new weekly published HRC price

5
Metal fabrication management: A guide for new supervisors
