















Contributing Writer
Last time we looked at how welding heat influences the heat-affected zone (HAZ) of metals strengthened by three typical hardening processes: solid-solution hardening, cold working, and precipitation hardening. That leaves one critical strengthening process to consider: transformation (martensite) hardening.
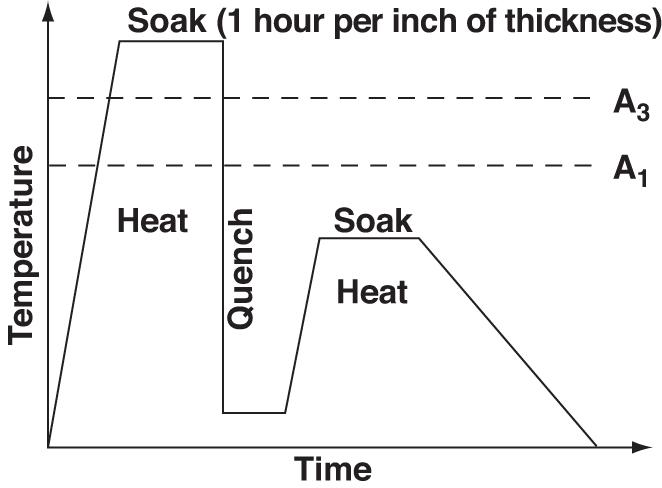
Transformation hardening involves using a heat/quench/reheat/cool cycle that takes the steel through martensite formation and then tempers it to the desired strength and ductility. The process is both popular and effective. It allows you to adjust the strength of iron-carbon alloys to meet specific requirements.
But that cycle should be your first clue that welding can have some rather devious effects on these alloys. To understand not only what happens, but also how you can help control it, let’s take a closer look at transformation hardening.
Transformation hardening requires three steps:
Now that you know what you’re dealing with, here’s a little twist. We know the alloys that are hardened this way have enough carbon and alloys to transform to martensite during the postweld cooling cycle. Otherwise they wouldn’t have hardened in the first place.
But not only does the weld thermal cycle influence these steels, it also messes with steels that haven’t been hardened but have enough hardenability to transform to martensite during the welding thermal cycle. In other words, if the steel can be transformation-hardened, there will be martensite in the HAZ after welding.
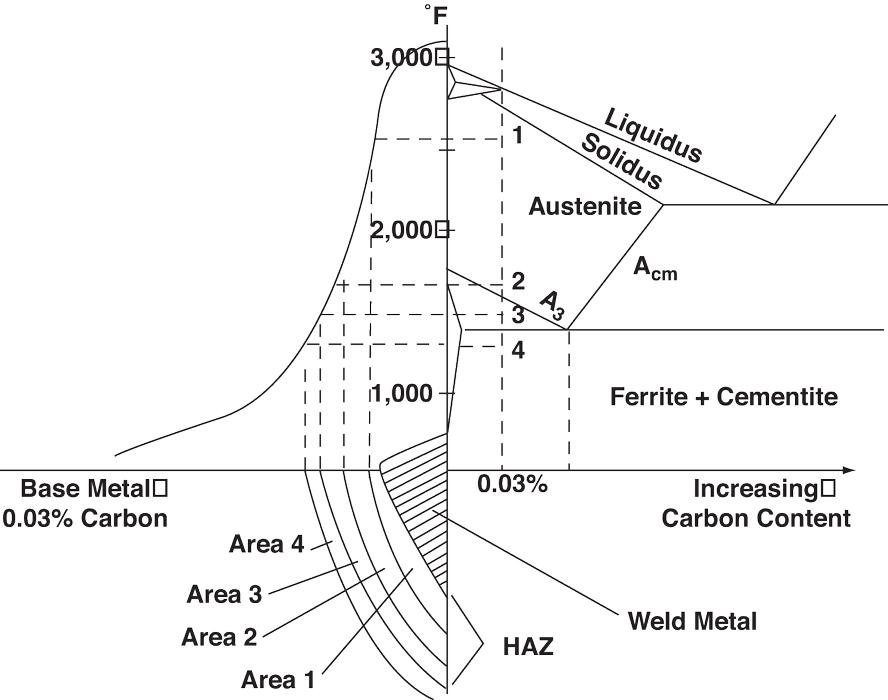
For the sake of explanation, we can relate the HAZ to the iron-carbon phase diagram. This helps draw a relationship between the wide range of temperatures and the changes that take place in different areas of the HAZ. Figure 3 shows the HAZ is broken into four basic areas.
In area 1 the grain gets coarser, and austenite forms rapidly thanks to the near-melting-point temperatures. That large grain increases hardenability, so martensite can readily form during rapid cooling.
In area 2 the area is austenitized. And while it isn’t hot enough to promote grain growth (remember, grain growth increases hardenability), the area will go to martensite if the cooling rate is fast enough or if there are enough alloys.
In area 3 some grains transform to very fine austenite and some don’t. Regardless, this area is usually of little concern.
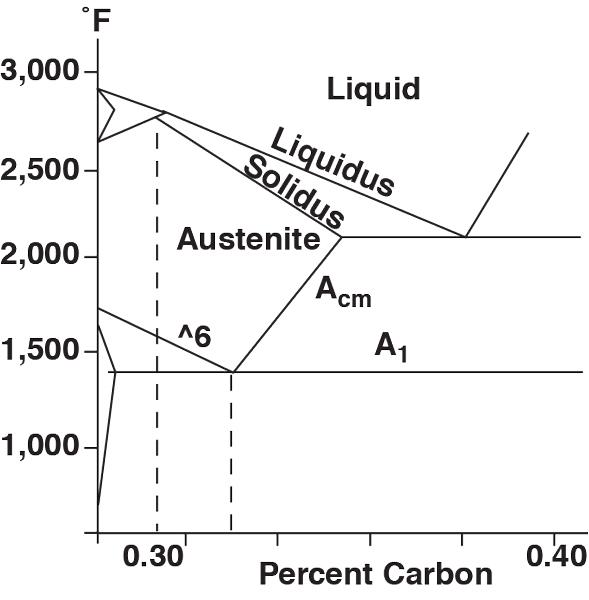
Figure 1
Iron-carbon phase diagram
In area 4 things get a little soft because the welding heat tempers some of the ferrite grains.
So in that relatively small area we go from one extreme to the other—from hard, brittle martensite in area 1 and possibly area 2 to softened ferrite grains in area 4. Of course, the size of each area, as well as the width of the HAZ, is determined by welding heat input. On the other hand, the more welding heat put in, the longer it takes to cool. And slower cooling rates are less likely to form martensite.
Remember, high-carbon martensite is hard, strong, and brittle, and HAZ hardness is a function of the base metal’s carbon content. As the amount of carbon increases, so do hardness and the potential for cracking. At the same time, toughness decreases. And while martensite alone doesn’t cause cracking, throw in some hydrogen and residual stress, and cracks are usually the norm.
Unfortunately, the only way to predict cold cracking reliably is by checking hardness. Problems are rare when Brinell hardness is below 250 or so, but when it’s over 450, cracking is common, assuming you didn’t take precautions. What if it’s between 250 and 450 HB? It’s a gamble, with the odds getting worse the closer you get to 450 HB.
So what precautions can you take when welding hardenable steels, especially those that have been heat-treated? We’ve covered them before and they’re fairly simple. Remember that the more weld heat you put in, the slower the cooling rate and the smaller the tendency to form martensite. But that doesn’t mean you should pour the heat on it during welding.
On the contrary, during welding, the less heat the better. You want the HAZ as small as possible. Then use a high preheat to slow the cooling rate. With high carbon and alloys, also consider a postweld heat treatment to further slow cooling. And since martensite alone doesn’t cause cracking (it needs hydrogen), consider using a low-hydrogen process.
Next time we’ll finally begin the often-promised look at base metal weldability, including a number of specific commercial alloys along with a few weldability tests. In the future we’ll also get into heat flow during welding, as well as some additional details concerning heat treatment.

Contributing Writer
Back Alley Customs

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}