















Stainless Steel Workshop: Storing and reconditioning filler metals
For years fabricators have questioned the need for properly storing opened containers of electrodes in a controlled environment. The cost of holding ovens, as well as the discipline required to use them, has had fabricators second-guessing the benefits of such a practice. Regardless of the type of filler metal you use, the need to following the practice has never been greater
Covered electrodes and cored wire are the most sensitive to moisture. Many of the ingredients used to extrude electrodes or fabricate wires are sensitive to moisture pickup. Exposed electrodes can absorb moisture as the temperature and humidity rise. An electrode exposed at 70 degrees F and 70 percent humidity will absorb moisture more slowly than one at 90 degrees F and 90 percent humidity. Controlling the exposure can make a difference in the overall quality and performance of the product.
Moisture is one of the primary sources of hydrogen in weld metal. Hydrogen comes in many forms, both on the plate and in the filler material. Eliminating the source of moisture will minimize the overall cost and prevent premature weld failure.
The American Welding Society has begun to impose hydrogen standards on various filler metal products by instituting a hydrogen designation system. By giving products a designation such as H4, which restricts the use of the product once the hydrogen has exceeded 4 ml per 100 grams, AWS has forced fabricators to re-evaluate their practices.
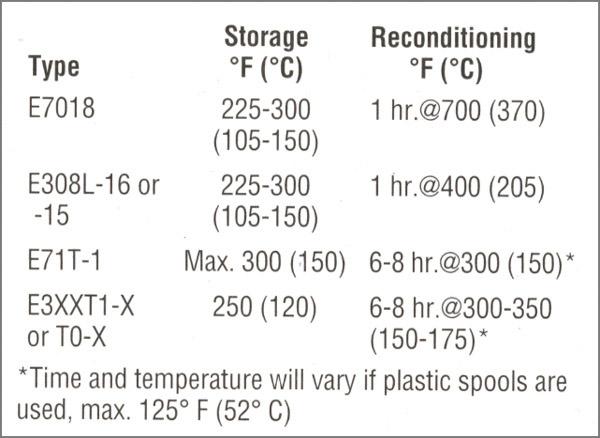
Filler metal manufacturers should be able to provide you with the recommended storing and reconditioning temperature. Typically electrodes are stored and reconditioned at the following temperatures:
About the Author
About the Publication
subscribe now

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Sheffield Forgemasters makes global leap in welding technology

2
Welding student from Utah to represent the U.S. at WorldSkills 2024

3
Lincoln Electric announces executive appointments

4
Lincoln Electric acquires RedViking

5
Engine-driven welding machines include integrated air compressors
