















The science of steel
Exploring different manufacturing technologies
Tool steel can be produced many ways. The two most common are ingot casting and powder metallurgy (P/M). However, another technology, the spray forming (SF), or Osprey, process, is now commercially available.
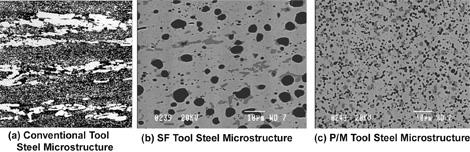 |
| Figure 1 The general metallurgical differences among the three processes are carbide size and distribution in the ferrous matrix. |
The SF process was developed in the 1970s, about the same time as the P/M process was. The general metallurgical differences among the three processes are carbide size and distribution in the iron-based matrix (see Figure 1).
Carbide distribution in conventional tool steel resembles gravel (nonuniform size and distribution). P/M tool steel carbide distribution looks like sand (uniform size and distribution). SF material's carbide distribution looks like pea gravel (larger uniform size and distribution).
The general commercial difference among the three tool steel manufacturing processes is cost. Conventional ingot casting is a low-cost method of producing tool steel, and P/M is a high-cost method of producing tool steel. The SF process cost falls in between ingot casting and P/M.
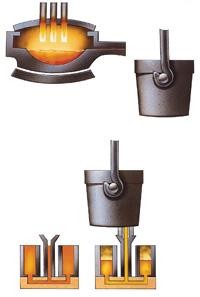 |
| Figure 2 In conventional ingot casting, molten metal is transferred to a tundish where the final chemistry is checked, and then the molten metal is flowed into ingot molds. |
Conventional Ingot Casting
Conventional ingot casting is the most popular process to make tool steel. Ferrous and nonferrous material can be produced with ingot casting.
Figure 2illustrates the ingot casting process. Molten metal is placed in a ladle and transferred to a tundish where the final chemistry is checked. Then the molten metal is flowed into ingot molds. The typical ingot mold casting process is known as uphill casting, in which molten metal fills a mold from the bottom. After the casting solidifies, the ingot can be further processed by forging or rolling. Conventional ingot casting produces blocky and nonuniform carbide size and distribution. The typical carbide size for ingot casting is 25 microns (0.1 10-3 inch) round equivalent.
AISI S7 and AISI S7 MQ have high ductility and are low-wear tool steels with hardness ranges from 52 to 58 Rockwell C hardness (HRC). AISI A2 is a medium-ductility tool steel with improved wear compared to AISI S7 and a hardness range of 54 to 60 HRC. AISI M2 is a high-speed tool steel for cold-work applications with medium ductility and tool wear and a hardness range of 58 to 66 HRC. AISI D2 is a cold-work tool steel with good wear resistance and low ductility.
 |
| Figure 3 In the P/M process, molten metal passes through an atomizing nozzle with fast-moving inert gas that turns the molten metal into small droplets. |
Powder Metallurgy (P/M) Process
The P/M process can produce different alloys, even nonferrous, but ferrous alloys are produced most often. Figure 3shows how P/M tool steel is made.
Initially molten metal is transferred to a tundish. The molten metal passes through an atomizing nozzle with fast-moving inert gas that turns the molten metal into small droplets. The particles fall through a cooling tower, causing them to solidify. The resulting powder is collected and transferred into a capsule, which is welded shut. The capsule then is heated to forging temperature and forging pressure.
In a process called hot isostatic pressing (HIP), applied heat and pressure compress the capsule into a 100 percent dense ingot. Applying high inert gas pressure and elevated temperature results in the removal of internal voids, which creates a strong metallurgical bond throughout the material. The HIP ingots can be rolled or forged.
The P/M process creates spherical, uniformly distributed carbides with a size of 3 to 4 microns (0.1 10-3 in. to 0.15 10-3 in.). The 4 percent vanadium P/M improved is a high-ductility, medium-wear tool steel for demanding metal forming applications such as high-strength steel stamping and forming.
The 6 percent vanadium P/M tool steel has good wear and medium ductility when a combination of wear and ductility are needed. The 10 percent vanadium P/M tool steel is for applications that require high wear resistance and moderate ductility.
Spray Forming (SF) Process
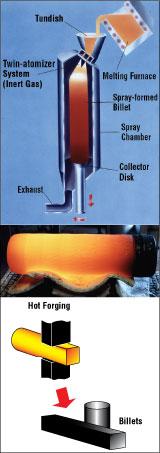 |
| Figure 4 This SF unit has an atomizer with two oscillating nozzles. Fast-moving inert gas flows through the nozzles, turning the molten metal into small droplets. The droplets are collected on a preform and rotated and moved vertically simultaneously. |
SF is used for a variety of ferrous and nonferrous alloys. Figure 4is a schematic of an SF (Osprey) unit. Similar to P/M, molten metal is transferred to a tundish where final chemistry is checked, and then flows it into the atomizer. This is where the similarities end.
The atomizer in an SF unit has two oscillating nozzles. Fast-moving inert gas flows through the nozzles, turning the molten metal into small droplets. During atomization the small droplets (which are semisolid) are collected on a preform, a metal disk, and then rotated and moved vertically at the same time. Controlling the movement of the preform and atomization conditions produces billets with dimensions of 21.5 in. in diameter and about 98 in. long.
After an annealing cycle, the SF billets can be processed further (rolled or forged) into more usable dimensions. Current initial dimensions of commercial billets are 1-in.- to 14.5-in.-diameter rounds and 0.6-in.- to 9.8-in.-thick flats and bars with widths of 5.25 in. to 17.7 in. Currently other sizes are being tested for feasibility.
SF technology provides rapid solidification of small atomized droplets. This rapid solidification creates a microstructure of circular and uniformly distributed carbides of approximately 10 microns (0.4 10-3 in.).
Three grades currently produced by the SF process possess unique properties and chemistries. Nine percent vanadium SF tool steel has superior wear resistance (similar to sintered carbide). The 9 percent vanadium SF material has a hardness range of 58 to 64 HRC. Seven percent vanadium SF tool steel has good wear resistance and high ductility with a hardness of 56 to 60 HRC. Four percent vanadium SF tool steel is medium-ductility with a hardness range of 58 to 64 HRC.
Ductility and Wear
The main factors affecting ductility and wear are carbide content (volume), size, and distribution. Carbide volume depends on how a material is alloyed. The lower the carbide volume, the higher the ductility; the smaller the carbide size, the higher the ductility. More uniformly distributed carbides result in better ductility, and a large carbide volume results in better wear.
For equally alloyed ingot-cast, P/M, and SF tool steel, ingot-cast has the lowest ductility and best wear. P/M material has the highest ductility and the lowest wear. SF has wear and ductility in between ingot-cast and P/M steel.
The SF process is a new manufacturing technique that produces highly alloyed tool steel with uniform carbide size and uniform carbide distribution. Requiring fewer processing steps than P/M and demonstrating properties better than ingot-cast, SF is an option that offers near P/M performance with a cost closer to ingot casting.
Tom Bell is vice president of new product development, Bohler-Uddeholm, 4902 Tollview Drive, Rolling Meadows, IL 60008, 800-638-2520, fax 630-350-0880, info@bucorp.com, www.bucorp.com.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




