















Coating Business Manager

Figure 1
A gas atomizer produces metal powders used in thermal spray and weld overlay applications.
Most metals can be melted and “atomized” by liquid (normally water) or gas to form metal powders. Atomization is the most common method for producing metal and pre-alloyed powders, or powders consisting of two or more elements alloyed in the powder manufacturing process. Powder materials include iron and steel, stainless and nickel, tool steel, aluminum and copper, and their many alloys. Iron and steel account for 80 percent by weight of all metal powders produced annually.
Atomization accounts for nearly 70 percent by weight of all metal powders produced in North America. It is the main process for powder production because of its high production rates and economies of scale. Atomization also is the only way to produce pre-alloyed powders.
Producing metal powders involves melting raw materials in a crucible (induction melting furnace or electric arc being most common) and then pouring liquid metal into a vessel through one or several orifices (see Figures 1 and 2). When the melt stream enters the vessel, the liquid metal is atomized by either water or gas, forming a spray of solid-state particles that can be irregular, pear, or spherical in shape.
Atomizers are sized by the melt capacity of the furnace, which may range from production batches of 250 kilograms to 100 tons (see Figure 3). Powder production generally is optimized for its intended particle size distribution. Particle sizes range from submicron to 600 microns, depending on the finished product specification. After the powders are processed, they are classified, inspected, packaged, and delivered.
Powdered metals are used in many areas of manufacturing, including business machines, the electronics sector, and telecommunications. Generally, though, powdered metal technology falls into three distinct areas.
The first is powder metallurgy. To make P/M parts, hot-forged and hot-isostatic-pressure (HIP) technologies press and sinter the powdered metal to net or near-net shapes. This process mainly uses iron-based alloys.
The second is additive manufacturing. Working from a 3-D model, electron beam and laser sintering technology build up A/M parts layer by layer. Additive manufacturing is used for small, complex, or customized precision parts. Alloys include maraging steels, stainless steels, nickel-based materials, cobalt-chrome, titanium, and aluminum.
The third technology area for powdered metals involves thermal spray and weld overlay coatings, surface treatment and enhancement methods processed through specialized equipment. The metal powders used here mainly include nickel-, cobalt-, and copper-based alloys.
P/M is by far the largest market for metal powders. It represents about 80 percent of the total metal powder tonnage consumed in North America. Conversely, the A/M market is a developing one.
For those in welding and metal fabrication, though, the third area for metal powders—thermal spray and weld overlay—is probably the most familiar. It’s a smaller market, but it’s also one of the most diverse.

Figure 2
When the melt stream enters the vessel, the liquid metal becomes atomized, forming a spray of solid-state particles.
Thermal spray is a surfacing technology in which metal powder is used to add to or modify the surface of a component to enhance its design and application functionality. It is recognized by the American Welding Society (AWS) as a group of processes in which finely divided metallic or nonmetallic powders are melted and accelerated onto the surface of a part to form a coating. The molten (or semimolten) particles of sprayed material plastically deform upon impact with the prepared and roughened surface, forming a mechanical bond.
According to a 2014 report from TechNavio Insights, the thermal spray market is shared by North America (33.2 percent), followed by Europe and the Middle East (31 percent), and the rest of the world (35.8 percent). The report breaks down the market into coating service providers (75 percent), materials (20 percent), and equipment-makers (5 percent).
Aerospace precision parts coating is the largest application for thermal spray. Coatings protect the aircraft engine turbine blades and combustion liners from extreme temperatures and pressures.
Meanwhile, coating demand for biomedical and medical instruments is expected to grow significantly over the next seven years. Thermal spray coatings improve wear resistance and boost biocompatibility of medical implant prosthetics and dental implants.
In the industrial markets, significant growth has come from companies using thermal spray coatings as an alternative to hard-chrome plating, which has regulatory restrictions and environmental implications.
Coating properties can be designed and engineered for a variety of complex service conditions such as wear, corrosion, heat, fatigue, friction, and adhesion, or any combination of these. They are applied in multiple passes to form a lamellar structure that contains varying degrees of porosity and oxide inclusions. Fabricators can use thermal spray to restore dimensions on worn parts or to apply application-specific coatings to new parts (see Figure 4).
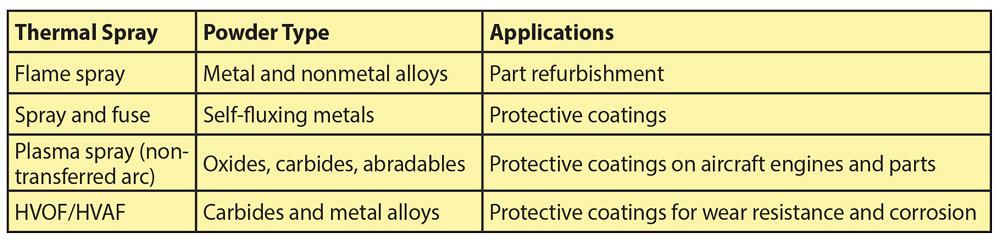
Invented in the early 1900s, flame spraying is the oldest thermal spray method and is still widely used for reconditioning used and worn parts. It is a versatile process with a wide range of powder types available, including most metal alloys, nonmetal alloys such as ceramics and polymers, as well as self-fluxing alloys known as spray and fuse powders.
Spray and fuse powders are flame-sprayed onto the part and fuse at about 1,000 degrees C. The dense coating metallurgically bonds to the base metal. The resulting homogeneous coating has no porosity or oxides and high bond strengths.
Plasma spraying (nontransfered arc) deposits denser coatings than flame spraying and is used extensively in aircraft engine repair and overhaul. The process can deposit most metal alloys, carbides, cermets, and abradable (rub-tolerant) coatings. It is used in all industries when ceramic coatings are required.
High-velocity oxygen fuel/air fuel (HVOF/HVAF) spraying produces the densest coatings of any thermal spray process. Used for wear and corrosion resistance, HVOF/HVAF sprays carbides, including tungsten carbide and chromium carbide agglomerated with nickel, cobalt, and other metal combinations.

Figure 3
Atomizers are sized by the melt capacity of the furnace. Production batches range from 250 kg to 100 tons.
Weld overlay powders (see Figure 5) are typically used in advanced welding processes such as plasma transfer arc welding (PTAW) and laser welding. In PTAW, a high-energy plasma arc is focused and concentrated to increase arc density, energy, and temperature. The overlay process uses self-fluxing alloys of nickel, cobalt, copper, and all wrought materials. Self-fluxing alloys can be blended with tungsten carbide to increase wear resistance.
Self-fluxing alloys use silicon and boron to reduce the melting temperature. By themselves, these alloys offer very good wear protection and, because of their lower melting point, offer significant advantages when blended with tungsten carbide. Other alloys used for PTAW include standard ASTM grades such as 300 and 400 stainless, C276, and INCONEL® 625. These are used for machinable deposits and for corrosion control.
Parts coated with a PTAW-applied overlay can be found in mineral excavation and processing and ground-engaging components used in the agricultural industry. Other applications include valves and valve bodies, pump components, drilling tools, and pipeline transportation systems.
Meanwhile, overlaying with laser welding has gained more market acceptance because of technology modifications and lower costs. This laser process represents the latest advancement in precision coatings for heat-treatable steels. It also uses similar powders as PTAW overlays. Laser weld overlays offer low heat input and low preheat temperatures and can deposit precise coatings as thin as 0.020 in. on very thin base metals.
A/M will drive an increase in powder production and usage. P/M remains the dominant sector for metal powders in manufacturing, demanding far greater volume than the thermal spray and weld overlay sector.
Nevertheless, surfacing technologies are well-recognized to extend the service life of critical components and to refurbish worn parts at a fraction of their replacement cost. This can be a very attractive argument during economic slowdowns.
New alloy developments, coupled with new processing equipment and methods, will continue to spur growth in powdered metal manufacturing. According to a 2014 report from TechNavio Insights, the global thermal spray market alone was worth $7.5 billion in 2014 and is expected to grow by more than 8 percent in the next four years. For fabricators, therein lies opportunity.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}