















President

: Figure Figure 1: A ladle carries a heat of molten steel from the furnace to the ladle refining station and then to the caster, where it is poured into a tundish.
Challenges stampers face in the quest to produce a robust part are magnified when they form high-strength steels. As material strength increase, tensile property variability increases also. Using products from the family of grades known as the advanced high-strength steel (AHSS) complicates matters even more, since material supplied from one mill may not be produced in the same way as that from another mill.
It is helpful for steel consumers to be familiar with the steps involved in steel coil production, which may explain some of the challenges mills encounter in meeting exact property specifications and why coils cannot always be made as quickly as you might like.
Chemistry, Thermomechanical. Two facets of mill processing produce the coil’s properties: chemistry and thermomechanical processing. Chemistry is straightforward, like the ingredients in a cake mix. But, like a cake, steel is more than a blend of ingredients; the oven temperature (thermo) is a contributing factor, as is the mechanical method of mixing.
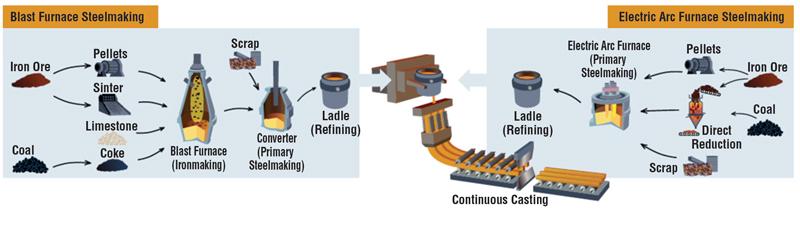
BOFs, EAFs. Molten steel is made in one of two ways: in a basic oxygen furnace (BOF) in an integrated mill, or charged in an electric arc furnace (EAF) in a mini-mill. (In this context, “basic” refers to the pH content of the slag and the refractories that line both types of furnace.)
Integrated mills have a two-step approach. First, they convert a mixture of iron ore, limestone, and coke into molten iron in a blast furnace. Second, this liquid iron is combined with scrap (75/25 percent, respectively) and flux in a BOF and converted into steel.
Every 45 minutes or so, a batch of molten steel, called a heat, is tapped from the BOF into a ladle (see Figure 1). A typical heat of molten steel from an integrated mill is about 250 tons, and it is processed so that it contains the right elements in the right proportions to make the desired grade.
Modern mills are equipped with a ladle refining station where the chemistry is fine-tuned to the required specification.
Mini-mills typically start with 100 percent scrap metal charged in an EAF, so the ironmaking step done in a blast furnace is not needed. Heat sizes typically are smaller than those from a BOF, and the tap-to-tap time is a little longer.
Residual elements in the scrap, such as copper, tin, chromium, and nickel, can reduce the sheet steel ductility in the final product. For demanding applications, a higher-quality (more expensive) scrap needs to be used as feedstock to minimize the amount of these unwanted elements.
Another alternative is to use direct reduced iron or hot briquetted iron as a substitute for some of the scrap.
As with integrated mills, some mini-mills are equipped with ladle refining stations and vacuum degassers, and therefore can make the same range of products as the integrated mills.
Casting. In both cases, molten steel goes from the ladle through a tundish (large tub), then drains into a continuous casting machine (CCM) (see Figure 2). The width of the coil is set at this stage by the customer’s order and can be adjusted at the caster. Because this is a continuous operation with new molten steel being poured steadily into the CCM, width changes must be gradual. The wider the coil, the faster it is processed—in tons per hour.
Casting at faster speeds also increases productivity, but above a critical speed, inclusions can get trapped in the solidifying steel, depending on the grade and width. The CCM design controls the thickness of the cast slab; typically it is 9 to 10 in. thick at integrated steel mills and 2 to 3 in. thick at thin-slab casters used at mini-mills. A flying torch controls the length of the slab and lets casting continue uninterrupted.
A 10-in.-thick slab that is 60 in. wide and 20 ft. long weighs about 20 tons.
Cooling. In integrated steel mills, the caster typically is decoupled with the hot strip mill, meaning that the slabs are allowed to cool and are put into storage. When an appropriate-size order is received, slabs are reheated before hot rolling. Mini-mills usually feed cast slabs directly into a reheat furnace to make sure the steel temperature is uniform (see Figure 3). Then they proceed to hot rolling.
Hot Rolling. At integrated mills, during hot rolling the 10-in.-thick steel slab is reduced by up to 99 percent to a thickness of about 0.075 to 0.5 in. thick, using sets of work rolls that function like a rolling pin. At mini-mills, where the slabs from the caster are thinner than 3 in., fewer work rolls are needed to achieve the same thickness. In either case, this severe thickness reduction must occur at an elevated temperature because of the high forces required, as well as the need to control the microstructural phases within the steel.
Cooling Again. Once the desired thickness is achieved at the last finishing stand, the steel, which at this point is about 1,100 degrees F, must be cooled before it can be coiled.
The incoming, intermediate, finishing, and coiling temperatures; the cooling rate during and in between each step; and how much the thickness is reduced at each step affect the tensile properties of the final sheet product.
Changes in processing temperatures take time to stabilize, so mill operators try to schedule coils with similar thermal requirements together when possible. Changes in the finished hot band thickness require different spacing between the work rolls, so coil needing only subtle mechanical processing changes are scheduled preferentially.
In addition, work rolls wear as a result of the contact with the in-process slab and coil, so transitions in width must be carefully planned to cause the least damage to both the work rolls and the coil surfaces. Any coil intended to be applied as a cosmetic component typically is targeted early in the work rolls’ life cycle to protect the surface. Because these products are usually thinner, wider, and more formable, other products with those characteristics may be given processing preference.
Pickling. As the hot band cools, a scale forms on the surface. This must be removed in an acid bath (pickling) before it is rolled down further to the specified thickness in the cold mill, also known as a tandem mill.
Cold Rolling. The cold mill reduces the steel thickness by about 70 percent, using work rolls similar to those used in the hot mill, but not at such elevated temperatures. If the final thickness is targeted for 0.030 in., the starting hot band must be 0.100 in. As with hot rolling, width and thickness changes must be gradual.
Coming out of the tandem mill, the cold-reduced band is at the specified thickness, but it is extremely hard and brittle, like a paper clip that has been bent back and forth a few times.
Annealing. The annealing proc-ess, used to relieve internal stresses and regain the ductility of the steel coil, involves heating the cold band to 1,300 degrees F in a protective atmosphere of typically either pure hydrogen or a controlled mixture of hydrogen and nitrogen. Continuous annealing mills can unwind the coil and heat just a section at a time. These mills can process a coil in 15 to 30 minutes rather than the three days it takes in a batch annealing process, during which three coils are stacked “eye to the sky” under a bell furnace.
In a batch anneal process, critical variables that determine the steel properties are the rate at which the temperature is ramped up, the soak temperature and time, and the rate at which the coils are cooled. The specific values are a function of chemistry and the desired coil properties, and as with everything else, only similar products are processed together.
Tempering. As a last process to correct for shape, adjust tensile properties, or to apply a matte finish, the coil is run through a temper mill. A continuous galvanizing line combines inline annealing, hot-dipped galvanizing, and temper passing.
It is important to realize that even with a single chemistry, subsequent mill processing can result in coils with different tensile property ranges. The broader the targeted chemistry range, the greater the number of end products that can be produced. By using one chemistry to satisfy more orders, the mill can make the steelmaking process more efficient, since it can run in a steady-state condition without changing variables (alloying elements).
Furthermore, since casting is a continuous operation, switching grades is most efficiently done by changing chemistries only slightly. Jumping from one grade family to another with a very different chemistry results in more scrap, because the transition slabs’ mixed chemistry cannot satisfy any orders.
The heat chemistry is determined early in the process when the steel is still liquid; the tensile properties are determined when the coil is completed. What this means to you, the steel consumer, is that the heat chemistry listed on your certified steel properties is not nearly as useful as the tensile properties like strength and elongation when it comes to characterizing the stamping behavior.
Understanding all of these constraints that your steel supplier faces puts you both in a better position to work together, leading to a more profitable relationship.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}