















Graduate Research Associate, ERC/NSM
Editor's Note: This article is Part II in a two-part series on warm forming stainless steel. Part II discusses simulation and experimental studies conducted by the ERC/NSM on formability of stainless steel at elevated temperatures. Part I discussed the rationale for and previous work on warm forming of stainless steels.
This column was prepared by Ajay Yadav and Giovanni Spampinato of the Engineering Research Center for Net Shape Manufacturing (ERC/NSM), The Ohio State University, Taylan Altan, professor and director.
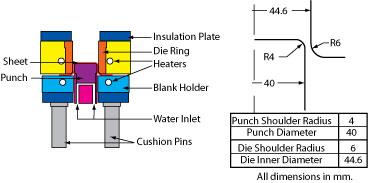 |
| Figure 1 The die and the blank holder were heated through cartridge heaters, while the punch was cooled by water circulation for deep drawing a 40-millimeter round cup. |
Previous studies conducted on forming of stainless steels concluded that a Type 304 austenitic stainless steel exhibits a remarkable improvement in drawability when it is formed at elevated temperatures (about 100 to 200 degrees Celsius).
The most common index of drawability for round cups is the limiting draw ratio (LDR). The LDR is defined as the largest draw ratio of the blank-to-cup diameter that can be drawn successfully without wrinkles and tears.1
ERC/NSM, in cooperation with AIDA Engineering, Dayton, Ohio, and a stainless steel part manufacturer, conducted experiments using round cup tooling to determine the influence of temperature on the LDR.
Figure 1shows the schematic and dimensions of the warm forming tooling for deep drawing a 40-millimeter round cup. The die and the blank holder were heated through cartridge heaters, while the punch was cooled by water circulation. The tooling was mounted on a 110-ton servomotor-driven press at AIDA Dayton Technologies, Dayton.
The servomotor-driven press allows infinite freedom in programming the velocity characteristics of the press ram for a given stroke. This capability is very useful for optimizing the warm deep-drawing process.
The press ram can be programmed for slow velocity during forming to reduce the strain rate and improve formability, and a fast return stroke to reduce the cycle time of the warm forming operation. A dwell stage can be programmed into the press ram's motion curve to allow time for heating the blank before deep drawing starts.
Type 304 stainless steel sheet material was used for the investigation. Blanks 0.87 mm (0.034 inch) thick were selected in four diameters, representing four draw ratios (see Figure 2).
| Material: SS 304 Thickness: 0.87 mm (0.034 in.) | |
| Diameter (mm) | Draw Ratio |
| 84 | 2.1 |
| 92 | 2.3 |
| 96 | 2.4 |
| 100 | 2.5 |
| Figure 2 Blanks measuring 0.87 mm (0.034 inch) thick were selected in four diameters, representing four draw ratios. | |
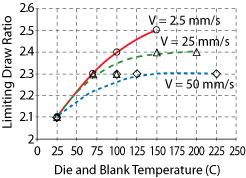 |
| Figure 3 Drawability limits of the material were investigated at higher forming velocities that were closer to production conditions (2.5 mm per second, 25 mm per second, and 50 mm per second). |
Drawability was better (larger LDR) at elevated temperatures than at room temperature. However, this formability improvement dropped significantly at higher forming velocities. At a die temperature of 150 degrees C, LDR dropped from 2.5 (for forming velocity of 2.5 mm per second) to 2.3 (for forming velocity of 50 mm per second).
This drop in LDR can be attributed to reduced contact time between the cooled punch and the warm sheet at higher forming velocities. As an example, for the forming velocity of 2.5 mm per second, a cup was formed in about 18 seconds, while it took less than 0.9 second when the forming velocity was 50 mm per second.
With such a short contact time, the cooling effect of the punch on the cup wall temperature was reduced drastically. The forming operation was close to isothermal conditions. Thus, at high forming velocities, the benefits of the warm forming technique were diminished.
Taylan Altan is professor and director of the Engineering Research Center for Net Shape Manufacturing (ERC/NSM), The Ohio State University, 339 Baker Systems, 1971 Neil Ave., Columbus, OH 43210-1271, 614-292-9267, fax 614-292-7219, www.ercnsm.org. The ERC/NSM conducts research and development; educates students; and organizes workshops, tutorials, and conferences for the industry in stamping, tube hydroforming, forging, and machining.
Note:
1. W.F. Hosford and R.M. Caldwell, Metal Forming: Mechanics and Metallurgy, 2nd ed. (Englewood Cliffs, N.J.: Prentice Hall, 1993), p. 287.

Professor Emeritus and Director - Center for Precision Forming


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





