















Automating reciprocating saw blade production
How integrated gap-press lines changed one manufacturer's methods
 |
For more than 75 years Milwaukee Electric Tool Corporation (www.mil-electric-tool.com/site.nsf), based in Brookfield, Wis., has manufactured and supplied heavy-duty power tools to professional end users. It was the first company to produce a 1/2-inch right-angle drill for tight-corner work, and it designed and produced the Sawzall, the first portable hacksaw with a reciprocating mechanism having only three moving parts.
In 1995 the company's engineers began looking for a new and better way to produce the reciprocating saw blade.
In the past blades had been made using batching methods. Milwaukee Electric Tool bought pretoothed coil stock, blanked it out, heat-treated it, painted it, and shipped it. The main reasons for the new production process were to bring more of the process in-house, reduce the number of material suppliers, reduce response time to the customer, and increase annual inventory turns.
The project of searching for reciprocating saw blade production equipment that could withstand continuous on-demand operation, accommodate a variety of material thicknesses, and fit into tight floor space parameters as a whole took five years to accomplish. During this time a number of alternatives were investigated. Options included a hydraulic press, straight-side press, and laser and waterjet cutting systems.
A detailed analysis of each was performed to determine whether the proposed solution was capable of providing the desired product quality, as well as meeting the cycle time, budget, and integration requirements. Several equipment manufacturers were investigated.
At the end of the search, Milwaukee decided to combine AIDA-Dayton Technologies Corporation's gap-frame press technology with automation and cellular manufacturing methods. Milwaukee found that such a manufacturing process with the level of automation it required had never been developed before in the metalworking industry. Many details had to be worked out before equipment was even ordered—details such as integrating all the systems for the line and making sure they could communicate with a host network.
Two Integrated Lines
Two new complex lines were created to produce the blades. Anchored by an 80-ton gap-frame press, each line's production cycle depends on the continuous operation of the presses. Material is fed to the gap presses from raw coil stock. Robots then move the material through the rest of the process.
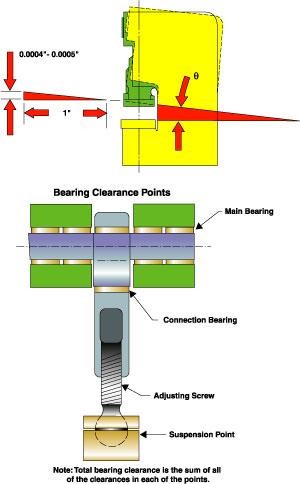 |
| Figure 1: Punch penetration can be controlled by limiting frame deflection and using a press with low overall bearing clearance, which also reduces vibration. |
According to the project automation engineer for Milwaukee, "We purchased the two gap-frame presses through TCR, the local AIDA distributor. Once the presses were installed, TCR made it possible for the gap presses to talk to the rest of the line. That helped us create a well-balanced line that integrated the presses, line material, and robotics into a single system."
Milwaukee's two production lines now have been running nearly continuously for a year and a half, producing fully finished saw blades."The lines run 24 hours a day, five and a half days a week," the engineer said, "and we've experienced no downtime with the presses."In addition, the company produces a variety of saw blade sizes and has to be able to run both very thin and heavy material through the presses. The company said the presses' low deflection rating makes that possible.
Overload Protection
In blanking operations, the press punch hits the material fed into the press. Once the punch connects with the material, all motion stops until enough pressure is built up to break the material. Once the material breaks, the pressure is released, creating a force called reverse tonnage.
In presses with high deflection and high clearance in the bearings, the pressure produced to break the material causes deep penetration within the die cavity and high vibration levels within the press.
The presses used in this case control punch penetration through limited frame deflection and low overall bearing clearance (see Figure 1). Low snap-through is especially important in the production of parts such as these saw blades, which are made of high-strength steel that is heat-treatable to make the material hard enough to cut.
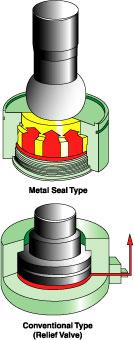 |
| Figure 2: Hydraulic Overload Protection (HOLP) is provided on the suspension point. It operates instantaneously in response to any overload, relieving oil pressure to zero in 1/100 second, stopping the press. If the press sticks on bottom dead center, easy release is accomplished by turning a selector switch. |
With the patented Hydraulic Overload Protection (HOLP) system on the presses, the slide connection is configured to operate as a high-speed valve, eliminating the need for pressure relief valves and large hydraulic flow systems (see Figure 2). The system activates when a tool gets too dull, which helps eliminate the chance for production of bad parts. The overload system can be reset in seconds, helping to minimize downtime.
Staying Flexible
The system is adjustable to accommodate operations in which the tonnage required is considerably less than press capacity. Because most dies aren't run at maximum press capacity, the trip point can be adjusted down to 60 percent of press capacity to help protect the dies and press.
"Because our automated lines are continuous on-demand operations, we also require the presses to act as buffers for the rest of the process," the engineer said. "We use them at the shortest stroke and highest speed. Cycle starting is automatic. When the pipeline is full, the gap press automatically assumes an idle state. When the pipeline empties, press operation resumes."
The wet clutch on the presses helps them withstand the demands of constant stopping and starting. It allows high single-stroking rates during hand-fed or automatic operations.
Maintenance of the lines also is automated. Normal lubrication is automatically performed at appropriate intervals.
Dennis J. Boerger is national sales manager for AIDA-Dayton Technologies Corporation, 7660 Center Point 70 Blvd., Dayton, OH 45424-6380, phone 937-237-2382, fax 937-237-1995, e-mail dboerger@aida-america.com, Web site www.aida-america.com. AIDA is a global builder of metal forming and stamping presses, as well as nontraditional technology.
About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
How to set a press brake backgauge manually

2
Capturing, recording equipment inspection data for FMEA

3
Tips for creating sheet metal tubes with perforations

4
Are two heads better than one in fiber laser cutting?

5
Hypertherm Associates implements Rapyuta Robotics AMRs in warehouse
