















Contributing Writer
 |
Despite the current economic downturn, material handling remains a growth area in robotic automation for many reasons: enhanced safety and fewer worker compensation claims, improved reliability, increased productivity, and higher precision and accuracy. Tube and pipe handling presents unique challenges to automation, including selection of robots, options, and end-of-arm tooling.
Robots are becoming commodities in today's market. Choosing the right one for your application involves many factors.
Payload. Your robot's payload must be able to handle the weight of your heaviest tube or pipe, plus the weight of the end-of-arm tooling (gripper), including cables and pneumatics. You also must consider moment and inertia forces related to the size of the product, because they also affect the loading on the robotic arm.
Speed. For high-volume applications, robot speed is important. Speed is calculated with the robot carrying the maximum payload. Traditionally, a robot program has acceleration and deceleration points. Programming these extra points allows the robot to back away from a pickup point slowly, move quickly to a point close to the destination, and then move the rest of the way in slowly and carefully. Some robots now feature automatic accelerate and decelerate functions that simplify part programming.
Number of Axes. Six-axis robots offer the most flexibility and often can reach back over themselves—which is useful for many material handling and machine tending applications. However, some applications are well-suited for four-axis selective compliance assembly robot arm (SCARA) manipulators. Choose a robot with the number of axes needed to perform the job effectively.
Work Envelope. The robot's working envelope must be large enough to reach all of the necessary parts within the workcell. Look at the shape of the working envelope and be sure that you maximize the use of the work space. A robot riser might be needed. Placing a robot on a linear track controlled by an external axis allows it to service larger parts or multiple workstations.
Today's robots are smaller and more compact, yet many offer wider work envelopes than ever before. They can be placed close to a positioner, conveyor, or machine tool, which can result in a smaller workcell footprint.
Mounting and Orientation. Many robots also can be shelf- or overhead-mounted to provide additional reach while saving floor space. A shelf- or overhead-mounted robot should have brakes on all axes to prevent damage caused by manipulator arm drift in the case of an electrical power interruption.
Workcell Protection. Safety is always important. Be sure your robot vendor or integrator can help you meet the latest Robotic Industries Association (RIA, www.robotics.org) safety standards that went into effect June 2001.
Positioning Accuracy and Location. Make sure the robot you select can provide the repetitive positioning accuracy that your application needs. Additionally, incoming parts must be positioned repeatably so the robot can locate them and pick them up. Many round pipe applications use a simple V-shaped fixture and gravity to locate individual parts for robotic pickup. Parts or tubes on conveyors also can be located against pop-up stops or escapements.
Robots can handle a certain amount of part variance, depending on the application. However, the more precise your process is, the more important part consistency is. Sensors and other automatic devices can compensate for part variances to some extent. In some cases, though, part changes or dunnage changes might be necessary to allow robotic automation.
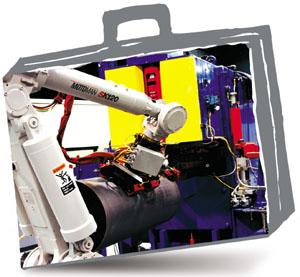
Robots as Positioners. For applications that require extensive positioning flexibility, a robot can be used to manipulate parts for a stationary process station or for one or more processing robots, such as welders or laser cutters. Controlling multiple robots with a single controller facilitates programming and maintenance and can reduce the potential for collisions.
Vision Systems. Fully integrated vision systems can determine part location and orientation and perform inspection. However, vision systems add complexity and cost. Simple mechanical methods often can be used for certain part orientation applications, such as hole location.
Alloy There!The type of metal the pipe is made from should be considered when choosing end-of-arm tooling. For example, electromagnetic grippers work well with mild or carbon steel parts, but they aren't suitable for stainless steel, aluminum, copper, or other nonmagnetic alloys.
Get a Grip. The size and shape of the parts and the distance and speed of the material handling process also affect the type of gripper you should select. Most clamping grippers are mechanically actuated by pneumatics. However, hydraulic clamping sometimes is used, particularly if the application requires extreme clamping pressure.
ID/OD Grippers. Some type of inside diameter (ID) gripper might be suitable for handling a short to medium-length round or square pipe from the end, provided the wall is strong enough not to distort from the part's weight as it is moved. A simple rod-type end-of-arm tool can handle pipes by their ends.
However, long, thinner-walled pipes such as automotive exhaust components might distort or bend if handled in this manner. This type of part needs additional support during handling, and a dual-parallel gripper would be more appropriate.
Handling a part by the ID surface also can be beneficial if the external part appearance is important. However, depending on the length of pipe, wall thickness, and movement required, an outside diameter (OD) gripper might be preferable. For tube or pipe, this often is a mechanical jaw-type clamping gripper.
Depending on the application, a mechanical gripper might grasp the pipe by the OD or by one or both ends. For cosmetic purposes, many grippers have plastic fingers, which help to protect part finish.
Some types of thin-gauge tubing can be damaged easily by human handling, and robots do a better job. For example, at Amana HAC in Fayetteville, Tenn., four Motoman robots equipped with Amana’s custom-designed clamping-type gripper mechanisms handle big remote refrigeration condenser coils used in large residential central air-conditioning systems.
"The coil handling robots are also helping to reduce scrap," said Bobby Payne, controls and robotics engineer for Amana. "We don't get damage to the coil fins, which are made out of thin-gauge (0.004-inch-thick) aluminum, so they are very fragile. Manual handling often resulted in bent coil fins. Human hand imprints and fingerprints can also damage these parts. Using robots has eliminated these problems."
Vacuum Grippers. Vacuum grippers work best on relatively clean, flat surfaces—preferably those without holes. In general, vacuum generators are not suitable for extremely heavy, dirty, perforated metal parts or curved surfaces. However, recent advances include grippers that handle a variety of part shapes, including perforated metals, curved tube and pipe, and even irregularly contoured shapes.
Flexible or Multifunction Tooling. Robots can change end-of-arm tooling automatically to provide multiprocess flexibility. Or, a multiuse gripper can handle one tube by its ID, then flip over and handle another by its OD.
Other factors go beyond the physical characteristics of the robot, the end-of-arm tooling, and integrating it with your production environment. Reliability, ease of use (programming and integration), and your working relationship with the robot vendor are other crucial considerations.
One indicator of a robot's reliability is its mean time between failure (MTBF) record. A 50,000-hour MTBF equates to more than eight years of continuous three-shift operation.
Ease of programming and ease of integration with workcell peripherals and other equipment also are considerations. More and more robot programming is being done offline on personal computers and then downloaded into the robot controllers. Connectivity with other factory control systems—local-area networks and the Internet—is becoming increasingly important.
The robot supplier's or integrator's experience with tube or pipe applications also is crucial. Other key factors are:
· the terms of the warranty.
· installation services.
· training.
· technical support.
· productivity-enhancing hardware and software.
· proximity and availability of regional field service support staff.
· availability of spare parts.
While using robots to weld or cut tube or pipe is becoming fairly common, material handling, machine tending, and assembly also present additional opportunities for robots. Considering all the factors of your tube or pipe application and the characteristics of available robots can help to ensure the success of your robotic automation project.
Mary Kay Morel is a staff writer-editor with Motoman Inc., 805 Liberty Lane, West Carrollton, OH 45449, phone 937-847-6200, fax 937-847-3288, e-mail marykay.morel@motoman.com, Web site www.motoman.com. Motoman provides complete robotic systems for various applications, including cutting, welding, material handling and automation, assembly, coating, and dispensing.

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





