















Senior Editor

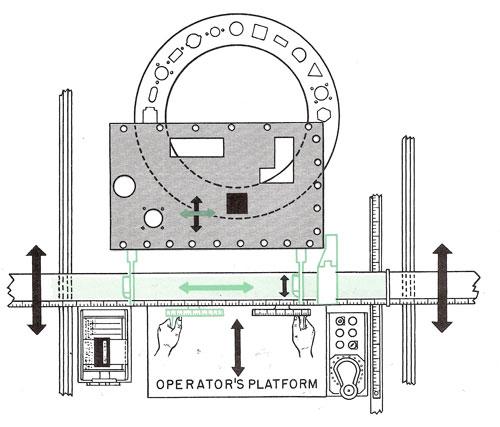
Figure 1: This duplicator punch press worked similarly to a duplicating wood lathe. When an operator dropped the stylus in a hole on the template on the right, the punch would fire into the workpiece placed inside the work envelope on the left. Photo courtesy of LVD Strippit.
Jerry Ward remembers blue ink, rulers, flat layout, and templates. As a young fabricator several decades ago, Ward would mark a hole location with a vertical and horizontal line, center the tool on those crosshairs and drill, then repeat until he made a part template. He’d then use that template to punch out blanks on a duplicator (see Figure 1).
The vice president of Metcam, an Atlanta-area contract metal fabricator, also remembers using trigonometry to generate layouts of complex arcs and typing the corresponding code into a Flexowriter, which generated the tape. The operator then fed that tape into the machine. Program complexity wasn’t measured by lines of code but by how many feet of paper or Mylar® tape it required.
Those were the days.
As The FABRICATOR turns 40 this year, we look back at what really defines metal fabrication: the interaction between people and machines. The precise job functions may differ depending on the company. In a 10-person shop, the CAD/CAM technician, programmer, and machine operator may be the same person; in larger shops these functions are separate jobs. Regardless, the act of turning a design concept into reality is where the rubber meets the road—or, in closer-to-home terms, where the tool meets the metal.
Dennis Niesborella is a 55-year-old applications engineer at Murata Machinery USA, Charlotte, N.C. The organization traces its North American roots back to Theodore Wiedemann, who founded Weidemann Machine Co. in 1916. He joined Wiedemann when he was 18, sweeping the floor and cleaning machines. After a year he began assembling machines and, starting in 1985, trained fabricators to program them. His voice exudes a no-nonsense, get-the-job-done frankness, with a big dose of wry humor.
“People here joke, ‘Those that can, do; those that can’t, teach.’ Well, I’ve done both.
“I wear many hats here,” continued the 37-year company veteran, who also spent several years in the Air Force and 17 years in the Air Force Reserve. “I’m the company historian and resident smart aleck.”
Niesborella chuckled quietly when recounting some of the young people entering the field several decades ago. They weren’t button-down IBMers. The terms “prankster” and “goofball” come to mind.
“I’m sure at one point your parents thought, ‘Boy, this kid is never going to make it. But eventually these kids grow up, have families, get an education in good shop practices, find their way, and realize this job is something that puts food on the table and a good roof over their head.”
Over the years their goofiness fades a bit, but their no-nonsense pragmatism doesn’t. They cherish the sound of tools hitting metal. It’s almost visceral. Tom Lipton, an experienced metalworker, perhaps said it best in his recent book, Metalworking Sink or Swim: Tips and Tricks for Machinists, Welders, and Fabricators. Even the title exudes frank, cut-to-the-chase talk.

Figure 2: In this pre-NC turret punch press, the operator turned cranks to move the sheet and initiated the punch with a foot switch. Photo courtesy of Murata Machinery USA.
“Call me strange,” he writes, “but I love the sight, sounds, and smells of a working shop. Each has its own distinct flavor and heartbeat. The smell of hot metal and cutting oil brings certain memories out in clear relief …These shops we work in get into our blood in more ways than you know.”
Niesborella pulled out an old photo showing an operator adjacent to the table of a massive punch press from the pre-numerical-control era. He would move the blank in position with cranks, and command the hit manually with a foot switch (see Figure 2 and Figure 3). Smaller standalone systems operated like a drill press, hand-operated with a lever or a foot pedal.
Older turrets had center posts that provided support but also limited where you could place a blank underneath. Every hole and part profile required operator intervention.
Templates, like the ones Metcam’s Ward remembers, could be used if the shop had a duplicating punch press on the floor. And if company managers needed anything of significant volume made out of sheet metal, they generally either opted for traditional stamping, or they used unitized punches and dies on the punch press, which could produce multiple holes repetitively.
In the 1950s NC changed everything. As the top story in a 1979 Fabricator magazine (see Figure 4) put it, “NC is considered ‘hard wired’ because a change in the operation of the system always involves a change of wiring and/or components. CNCs on the other hand can be modified by changing the executive software that is running the system.”
The early NCs represented the first step toward automating the punching machine. Feeding tape certainly improved productivity, but with it came some significant challenges.
“Going back before the days, there was always the element of miscalculating the coordinate for a hole, or fat-fingering a coordinate into the teletype,” said Tony Marzullo, director of engineering/service at Strippit Inc. Today a subsidiary of LVD, Akron, N.Y.-based Strippit has a history in metal fabrication that dates back to the 1920s.
“Decades ago the programmer would start with the drawing, and from that plot out the X and Y coordinates for each hole they were to punch,” Marzullo said. “As they got into complex geometries—to nibble an arc, for example—they would have to use trigonometry to determine the coordinates for the start point, the path they wanted to follow, and the end point.”
Of course, this was before CAD/CAM, so draftsmen nested parts manually, piecing blank components together like a puzzle.
“They would use a teletype to input that information to create a paper or Mylar tape that would be brought to the machine control, which had no memory,” Marzullo recalled. “The machine would read the tape, which would be looped to continuously run the program.”
Fabricators judged program complexity in feet. Short programs of paper or Mylar tape could be run in a circular loop. The tape would run through the control, fall onto a tray underneath, and then be brought back through when the part ran again. Of course, operators could run only so many feet before the tape tangled into a mess. So the truly complex programs—ones with intricate part contours or a nest with a large number of parts—came on reels, like the ones used on the old reel-to-reel audiotapes.
“It was a very slow interface,” recalled Steffen Kutz, TruTops product manager at TRUMPF Inc., Farmington, Conn. , a company that entered the North American market about four decades ago. “And, of course, there was no visualization.”
Tape nevertheless represented a huge leap in punching productivity. No longer did the operator intervene every time the punch tool contacted metal. This could be a blessing for productivity, but a curse if a code was fat-fingered into the teletype, or if incorrect incremental code made every other part on the sheet off by a few inches.
Tom Schultz, a project engineer who started with Strippit in 1978, remembers those headaches. “If you think back to those early days, when we used those simple X-Y coordinates, all we had was a list, a piece of paper. You had absolutely no visual feedback. The only practical way you could usually check to see if everything was correct was by punching a part. If a programmer mistyped some coordinates, you’d see the punched part and finally realize it was, say, 5 inches off from where it was supposed to be, or you reversed the X and Y.”
An operator would receive tape, run the part, and then measure for accuracy. If he saw any problems—an incorrect hole location, for instance—he’d feed changes back to the programmer, who keyed in new code and produced new tape.
“It was all a very laborious procedure, unless your programmer was really on the ball,” Schultz recalled.
Despite their drawbacks, tapes remained a machine programming staple for years. They were less expensive compared to computer memory, which was pricey in those days. Also, tape was tangible, while code written into software could be wiped out in an instant if a plant experienced a power outage and the control’s battery backup failed.
CNCs with memory gave people the ability to edit or create code on the floor, which added flexibility but also exacerbated communication problems. For instance, an operator would hand a part off to quality control personnel. If QC found any required changes, they would tell the operator to tweak the program.
“Left out of the loop was the programmer,” said Dave Hartman, a software product specialist who started with Strippit in 1977. “The changes were done at the control. So when the customer ordered another batch of the same part two months later, they would need to deal with the same inaccuracies,” because the original program was never corrected.
Since the 1970s, most control advancements have taken steps to close the loop between part design and manufacturing, so that once a part arrives at the blanking machine, no tweaking is necessary.
Steps toward this ideal came gradually over the years. As memory prices plummeted, controls could hold numerous programs with little difficulty. CAD/CAM and nesting software could produce machine code files, which could be sent to a machine control. Graphical interfaces at the machine control itself allowed operators to see exactly what parts were being produced and match those with the customer print.
As Michael Reuster, head of software engineering at TRUMPF, explained: “Today you can see the part you’re actually cutting. That was not possible in the pre-Windows systems. Now everything is controlled at the moment. Machines are networked, and they can feed information back to a server. It is all highly automated. And the Internet really changed everything. Now you can log on to any PC with an Internet connection and diagnose a machine.”
Parts now can be put through simulations that ensure required bends are possible with available tooling. If any changes need to be made to the blank size, they can be made upfront, and then filtered down to the nesting program. Now the ideal machine control configuration ensures every system is on the same page—always.
“This is huge progress,” Kutz said. “Before, a lot of this knowledge was in the head of the operator or programmer.”
Three years ago, I called Louis Industries, a contract fabricator in Paynesville, Minn., and spoke with Dan Andersen, general manager. He said something revealing about the current state of metal fabrication. Actual fabrication—the tool touching metal—is now “the easy part.” The challenges come in everything before and after actual fabrication, and this includes communicating with the customer to ensure drawings are accurate. It’s about how well a fabricator handles customer information. Part programming, at least on modern machine tools, really doesn’t throw up significant barriers to efficiency anymore.
So has modern machine control forever changed the nature of the skilled metal fabricator?
It’s a complicated question, and to answer it, Murata’s Niesborella recalled a fabrication newbie who came to his programming class in the 1980s. The newbie’s father owned a job shop, and he had sent his son to Niesborella for training as a programmer. Like many youth entering the field, he was a bit of a class clown, one who didn’t take life all that seriously.
That former class clown now runs the company. He knows how to maintain customer relationships and develop new ones, and he knows how to inspire his staff. And during a recent tradeshow, that one-time newbie stopped by the Murata booth to thank Niesborella for guiding him along the way.
That job shop owner still knows the fundamentals of machine code, the basic grammar behind fabrication. When software or hardware fails, he can still “talk” directly to the machine in language it understands. Software may automate processes, but if no one at a shop knows the basics of programming code, “the software is just spitting out a language no one understands,” Niesborella said. What if software systems fail and no one knows how to write a program from scratch? The company is left with a large machine sitting idle.
“No matter how far manufacturing technology goes, machine tools … can’t read your mind,” Niesborella added. “They’ll only do exactly what you tell them to do. Besides, with the codes used nowadays, people don’t need to be masters of trigonometry to figure out where hits go.”
Earlier this year I spoke with Bobby Densmore, who worked as director of operations at Impulse Manufacturing, a contract metal fabricator north of Atlanta. He explained how the company has augmented its enterprise resource planning (ERP) system to help managers monitor every step of the manufacturing process. More than once during our talk, he paused and lifted his smart phone to review the status of various orders. This perhaps is the archetype of the modern metal fabricator, I thought—always wired, able to retrieve a job’s status in an instant.
Shortly after he took me to the shop’s laser blanking centers. One employee operated all of them, and on an adjacent screen were sample photos showing bad edges. He’d inspect part edges and refer to those samples to troubleshoot issues.
No matter how advanced software becomes, a bad edge is still a bad edge.
The human-machine interface has changed dramatically over 40 years, from cutting templates and feeding blanks into the punch press; to feeding tape; to pulling up machine programs on the control; to checking in with a laptop to monitor a system that’s running unattended over an entire weekend. Desktop computers in the front office have replaced drafting tables, and automated postprocessing has replaced the Flexowriter.
Business management and sales have become more important than ever. Orders don’t just come in the door like they used to, and salespeople must present not just a quote for this or that part, but often a comprehensive value proposition that far outshines the competition.
Nevertheless, the other half of the business equation remains: making quality sheet metal parts. It’s not an industry where people sit in plush boardroom chairs using a dictionary of corporate buzzwords like synergy and paradigm. It’s about whether a fabricator can make a batch of parts faster, better, and cheaper than the next guy. In this environment, the no-nonsense, tough but quick-to-laugh, former-goofball-turned-shop-guru has thrived.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}