















What you should know about stamping coated coil
How to maximize prepainted metals advantages

Nearly 90 years ago engineers discovered how to unroll a coil of aluminum or steel, apply a primer or a finish coat, and then recoil it before shipping it to be processed.
Since those early days of prepainted metal, many stampers and fabricators have found that it makes sense to form parts from prepainted metal rather than from unfinished metal and paint the parts afterward. Stamping shops forming prepainted material can eliminate staffing and in-house painting operations and reduce the costs associated with adhering to environmental regulations—a good starting point for those wanting to "go green."
Converting to Prepainted Coil
Prepainted coil is a finished product, so it must be managed differently than raw metal. However, only minor process changes are required when converting from a postpainted operation to a prepainted operation. Implementing the following time-proven prepaint practices can help smooth the process and prevent damage to coils and formed parts.
Specifications
The coil coater can help determine the best material specification for a product. It is important to consider the current and proposed manufacturing processes, the life cycle of the product, and the expectations of the consumer.
Handling
There is no need to be fearful of handling prepainted metal. Sound, traditional manufacturing techniques should prevent damage in normal production. However, it is important to remember that prepaint is a surface-finished material, and it should be handled as any finished material would be.
Prepainted coils can be shipped on flatbeds and moved with forklifts and still retain a flawless surface (see Figure 1). In the plant, forklift forks and masts should be padded to protect coil edges. Padding on hooks and other handling devices help keep coils in good shape.
V-shaped coil cars with nonmetallic surfaces are recommended. Turnstiles with modular round supports of hardened steel for coil support are most suitable. Cushioning materials like feltboard and polyurethane help protect coils while they are moved, placed in inventory, or shipped.
If transit or installation damage does occur, repair paints usually are available from the original coating manufacturer.
Welding and Assembly
Dry lubricants provide a way to enhance stamping performance without adding wet or oil lubrication. Current dry coating products and application methods are yielding new results for stampers and metal formers. Because they don't contain oil, dry films provide an excellent surface for welding and other assembly methods, including adhesive bonding.
Storing
It's important to leave stocked coils banded until they are needed for processing (see Figure 2). Coil bands should be removed with care so they do not snap back on the coil, and proper personal protection equipment, such as long sleeves, gloves, and eye protection that would be used in any sheet metal operation, should always be used. Clips must be on the side of the coil—not the bottom—when the coil is set down.

Figure 1Click on image to view larger As long as forklift forks are padded, they can move coated coils without damaging them.
Storage in a climate-controlled, weatherproof building is recommended. (It's not advisable to store galvanized steel outside, either.) The coil should be protected from direct contact with the ground or with transport vehicles. Floor pads or cushioning materials should be used, and protective films also may be applied at slitting or sheeting if required.
Wrapping coils with stretch wrap, coated paper, fiber-based wrap, or particleboard helps protect them during storage. However, wraps should not form an airtight seal, as this can create a humidity chamber that could lead to condensation damage.
Press Adjustments, Tooling
Prepainted coil is coated on both the top and bottom. Generally this adds 0.0010 to 0.0016 in. (25 to 40 ) to the total sheet thickness, depending on the coating system specified (see Figure 3).
The most common adjustment required is die clearance adjustment. In some cases, die clearance must be increased to accommodate that extra thickness of the coating.
As with any forming operation, total substrate thickness and tooling tolerances are important considerations that need to be understood for proper material feeding and processing. If tolerances are too tight, binding, release problems, scraping, or burr formation can occur through the cycle. When tolerances need to be adjusted to accommodate the prepainted metal's increased thickness, usually only minor tooling changes are necessary.
Tooling should be dedicated to prepainted material or thoroughly cleaned between runs. Dies stamping bare metal can pick up roll oils and metal fines from the raw material. If the tooling is not cleaned before it is used on prepainted metal, it can transfer those oils and fines to the prepainted surface, potentially damaging the coating.
Every point throughout a coil processing line at which tooling or anything touches a finished surface should be taken into account. Using clean equipment and protective films and papers can decrease the chance of damage during stamping.
Padding and bonding strips can be added to shears, press brakes, punch presses, carry tables, and benchtops for protection.
Quality Assurance
Implementing a quality assurance program for press setup and handling and storing coated coils can help ensure customers receive high-quality, uniform prepainted metal stamped components and assemblies. Each substrate and each coating is different and requires unique settings depending on gauge and processing needs.
A good prepainted metal quality assurance program can be established by working closely with the prepainted metal supplier (the service center or coil coater) to ensure optimal press setup for the particular precoated product being processed.

Figure 2Stocked coils should remain banded until they are needed for stamping.
1. Who Is Using Coated Coil?
More than 4.5 million tons of coated steel and aluminum coil are produced and delivered to processors in North America each year. Manufacturers in the appliance, automotive, transportation, building construction, office furniture, lighting fixture, and machinery industries use prepainted metal to manufacture products such as ranges, refrigerators, agricultural equipment, heating and cooling units, metal roofs, metal buildings, entry doors, garage doors, awnings, carports, and beverage cans.
2. How Is the Coil Painted?
Coil coating lines use a continuous process to unroll each coil, clean it, treat it, apply a primer and finish coatings, cure the paint, and then reroll the coil for shipment for downstream processing. This process applies finishes to coils with widths up to 72 in. at speeds of up to 700 feet per minute. Typically, the finish is applied to both sides of the substrates (seeFigure 4).
3. Which Coatings Are Applied?
The basic types of coating chemistries applied to coil include acrylics, epoxies, fluorocarbons, plastisols, polyesters, siliconized modified polyesters, urethanes, waterborne emulsions, zinc-rich coatings, and treatment and primer combinations.
Acrylics. Acrylics have exceptional flow and film clarity when they are cured, resulting in a very hard, glossy surface that has excellent dirt and stain resistance. They readily accept screen printing, making them highly suitable for screen-printed signs and for trailer side panels in the truck-trailer industry.
Epoxies. Epoxy-based coatings inherently have exceptional adhesion—both to substrates and to other coatings, called intercoat adhesion. They also have excellent chemical resistance and are hard, recoatable, and bondable. Subsequently, an epoxy is one of the first choices for backers, but it can also be used for primers. This paint technology is also used to manufacture beverage cans and food cans.
Fluorocarbons. Fluorocarbon coatings are known for their nonstick and weathering properties. This technology, created more than 50 years ago, is highly suitable for applications that require extreme weathering, stain, dirt, and chemical resistance. Subsequently, these coatings are used on interior and exterior wall, roofing, and other construction materials for which resistance to the elements and longevity are of prime concern. Fluorocarbon prepainted metal can be found in automotive trim applications too.
Polyesters. Polyester coatings are used on both aluminum and steel and can be formulated for both interior and exterior applications. This chemistry is the most versatile coating technology and provides relatively high performance and cost efficiency. Polyesters show good surface hardness, flexibility, and resistance to metal marking, marring, and staining. They are used primarily for appliances, building products, truck-trailer sheet, office furniture, mobile home sheet, awnings, RVs, garage and entry doors, and rainware.
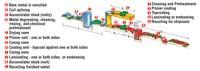
Figure 4Click on image to view larger Coils are coated in a continuous process at speeds of up to 700 feet per minute. After coil is unrolled, cleaned, and treated, primer and finish coatings are applied on both sides of the substrate, the paint is cured, and then it is recoiled for shipment.
Plastisols. A thick film usually applied at thicknesses from 4.0 mils to 10 mils, plastisols are used primarily in specialty markets and for residential trim and siding. They can be formulated to have a texture or a wood-grain look, known as striated plastisols. Because of the thick film, these coatings also provide excellent chemical resistance.
Siliconized Modified Polyesters. Siliconized modified polyesters are most often used for building construction applications and other exterior exposures. They are specifically designed and formulated for good flexibility, weathering, and chalk and fade resistance. To produce the necessary requirements, coating formulators use ceramic pigments whenever possible to resist the color fading, which results from ultraviolet light exposure.
Treatment, Primer Combinations. Combinations of treatments and primers are used when extra protection against chemical and salt spray corrosion is required to help prevent weathering in aggressive environments, such as industrial and seacoast areas. These combinations are seen on architectural applications such as storefronts, building panels, curtain walls, and roof panels.
Urethanes. Urethane coatings are very flexible and resistant to postbend fracturing. They are preferable as high-performance primers. When they are formulated with corrosion-resistant materials, urethanes provide excellent adhesion and chemical resistance. While most urethanes are used for primers in prepaint applications, they can be formulated as a finish coat, providing excellent scratch and mar resistance, as well as improved flexibility over other paint types. They generally are reserved for the most severe forming situations when other coatings simply do not work.
Waterborne Emulsions. Waterborne emulsions and acrylic-based resin systems are used on steel substrates such as hot-dipped galvanized, Galfan®, Galvalume®, and Zincalume®. These chemistries are low in volatile organic compounds (VOCs). They provide superb adhesion and resistance to water staining and softening and have excellent color and gloss retention. They are often used for commercial building panels, agricultural buildings, industrial construction, pre-engineered buildings, and post-frame structures.
Zinc-rich Coatings
Zinc-rich coatings provide excellent corrosion and weathering protection and are very resistant to salt water and solvents. They are often used in chemical plants, refineries, and coastal or offshore installations.

Click on image to view larger Metal roofs can be stamped or roll formed from prepainted metal to resemble traditional-looking shingles, clay tiles, wood shakes, and Victorian metal tiles.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Steel industry reacts to Nucor’s new weekly published HRC price

2
How to set a press brake backgauge manually

3
Capturing, recording equipment inspection data for FMEA

4
Are two heads better than one in fiber laser cutting?

5
Hypertherm Associates implements Rapyuta Robotics AMRs in warehouse
