
















Contributing Writer

Figure 1 The cutting jet is the most obvious hazard in jet cutting, but is easy to avoid.
All cutting equipment has cutting tools that can cut or otherwise harm humans. The cutting jet itself is the most conspicuous hazard in jet cutting, but there are other hazards to watch for as well. Some of these are unique to jet cutting, and others are common to a range of industrial machinery.
A high-speed jet laden with abrasives is a powerful cutting tool that easily can remove fingers and more (Figure 1). In a human, the jet can deflect off bone and inject debris into the body far beyond the visible cut.
In normal operations, the nozzle tip is within 0.060 in. from the work, so there is little chance of danger at the top of the workpiece. However, the jet retains almost full strength below the work. You may be tempted to try to support the piece being cut by placing your fingers below the work. Don't do it!
A general rule for avoiding the jet hazard is "Never put your hands in the machine tank while the machine is in operation." Plan your material and part clamping so that you never need to put your hands in the tank while the jet is in operation.
The most common source of cuts in waterjet cutting is not the jet, but the slats that support the material. With use, the slats become jagged with sharp points (Figure 2). Carefully load and unload material—especially, heavy plate—to prevent pinching body parts between the plate and jagged slats.
On large machines, another slat hazard occurs from walking on the slats to remove cut parts. A slat that has weakened from cutting can fail, causing the walker to fall on other jagged slats and be severely cut. Use a board or catwalk rather than walking directly on the slat bed.
Cuts from any source provide easy access for bacteria growing in the tank water. And bacteria do grow there, often causing a foul smell in the machine area. If you have a cut on your hand, always wear rubber gloves when working with parts in the tank. The bacteria within the tank and the foul smell can be reduced by adding ozone or hot tub chemicals to the tank.
Wounds from waterjet equipment have unusual characteristics. A doctor treating these wounds needs to know that they involved waterjet equipment and must be aware of the special features to look for. Wallet cards that list these characteristics (Figure 3) can be purchased from the WaterJet Technology Association. It is recommended that all waterjet operators carry such cards and show them to any doctor treating waterjet-related wounds.
Normally waterjet cutting is performed with the jet submerged, and very little noise or dust is produced. However, in special cases it may be necessary to cut above the water. In this case, the jet produces enough noise (up to 135 dBa) to create a hearing hazard. Be certain to use hearing protection when cutting above water.
Garnet is the most commonly used abrasive. This relatively inert material has no known health hazards, but other abrasives may have. Silica sand is low-cost and cuts aluminum very well, but it must not be used because the dust is a health hazard that causes silicosis, a lung disease. Never use silica sand as an abrasive.

Figure 2 Sharp slats can cut hands during material loading.
Another, perhaps milder abrasive-related hazard is getting abrasive in the eyes. This hazard has two sources: The first is simply water splashback from the machine during a piercing operation. Second, the abrasive often is delivered to the machine via pneumatic lines that can be pressurized up to 50 PSI. Disconnecting these lines under pressure can cause a shower of abrasive particles that can enter your eyes. Shut off the air supply and bleed off the air pressure before working on any of the abrasive feed lines. Wear safety glasses while operating the machine.
The pressure used to drive the waterjet is well above that used in other shop operations. Normally, the equipment manufacturer ensures that the equipment is safe for operation at these pressures. Safety concerns relating to pressure alone arise mainly when shops try to build their own parts without knowledge of the pressure requirements.
The main reason that a high-pressure system is a hazard is that the water is compressible at the pressures involved and can store energy just as compressed air does. Figure 4 shows the energy stored when 1 cubic in. of water is compressed to various pressures. Note that the energy stored at 60,000 PSI is 250 ft.-lbs. for each cubic inch.
A direct-drive pump system has about 15 cubic in., and an intensifier system may have 200 cubic inches, mostly within the accumulator that is used to smooth pressure pulses. At 200 cubic in., the stored energy is 50,000 ft.-lbs. This is the energy required for a 200-lb. man to climb a 25-story building. If he jumps off the roof, he releases this energy just as a severe high-pressure accident could.
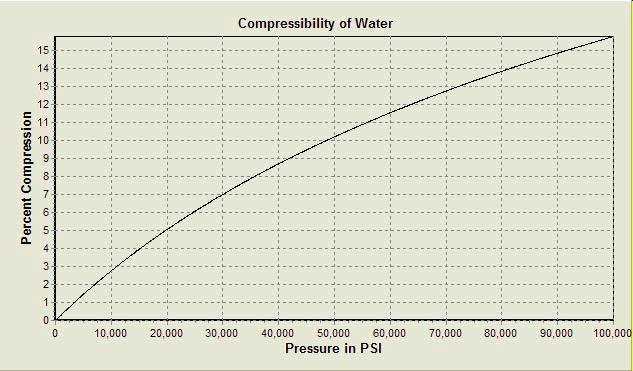
Water is not nearly as compressible as air, as illustrated in Figure 5. If only 12 percent of the water at 60,000 PSI leaks away, the pressure is gone. For this reason, safety is enhanced by following a design philosophy of leak before burst. High-pressure plumbing fittings always have weep holes to bleed off high-pressure leaks before the pressure can build behind the large gland nut (Figure 6).
Almost all high-pressure vessel failures are caused by metal fatigue in which cracks slowly grow outward with each pressure cycle until the wall is so thin that a burst occurs. The alloys and heat treatments chosen for high-pressure parts have a large strain at failure so that energy is absorbed in deformation rather than in flying shrapnel. A safe high-pressure failure begins with a bang followed by mist coming out the crack—no flying pieces. Figure 7shows the crack caused by metal fatigue in a high-pressure tube.
High-pressure hazards can be reduced by:
Some waterjet hazards are common to many other industrial machines. Pumps for waterjet cutting range in power from 20 to 100 HP. They typically are run with 440-volt, three-phase power. Be certain that the units are installed according to the local electrical code and that the machines are well-grounded.
High-power rotating machinery provides the opportunity for accidents if they are run without guards and covers or accidentally started while maintenance is being performed. Leave all covers and guards in place while the machine is operating. When these covers are removed for maintenance, lock the main disconnect switch in the off position so that the motors can't be started.
Watch for pinch points and keep hands away. The most common waterjet pinch accidents occur during setup operations, when fingers can get pinched between the nozzle and the slats or the material and the slats.
Figure 3 Doctors treating waterjet wounds should have the information on this card. Carry one in your wallet.
Use lifting equipment to load and remove material from the table. Only very light material can be loaded safely by hand because of the sharp slats. Slightly heavier material can be loaded with hand-held suction cups, like the kind glass window installers use. Finally, for very heavy plates, use an overhead crane with a vacuum or magnetic lift device.
Jet cutting is one of the safer cutting technologies, but you still need to take precautions to minimize the chances of or ill effects of an injury:
Happy and safe jetting!



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}