















Contributing Writer
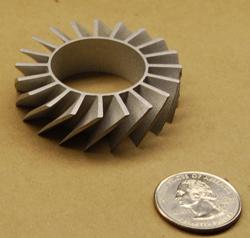
Figure 1 Complex Beveled Part
The abrasive waterjet (AWJ) industry continues to add features and capabilities that make abrasive waterjet cutting a more useful technology for fabricating shops. Among the latest enhancements is an easy-to-program system and tilting head for cutting beveled edges that is well-suited for making complex shapes and weld-ready parts (see Figure 1).
Using AWJ to make an angled cut is not really new. Five-axis systems that can do this have been around for years. However, programming these systems traditionally has been difficult and time-consuming, requiring extensive programmer expertise and much trial-and-error testing. Now that has changed.
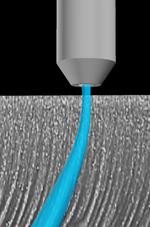
Some discussion about the basics of AWJ cutting and its history is in order. The challenge in making accurate parts with an abrasive waterjet has always been that the abrasive waterjet itself is not a rigid, fixed-dimension cutting tool. As the cutting nozzle moves, the jet is deformed, and the lower part of the jet lags behind the upper part, as shown in Figure 2).
The amount of lag is a complex function that involves the nature of the material being cut (mechanical properties and thickness); the characteristics of the cutting jet (size of orifice and mixing tube, water pressure, abrasive flow rate, type and size of abrasive); and the motion of the nozzle (velocity of cut--both speed and direction--acceleration, and even the acceleration change rate).
In AWJ cutting's early days, the substantial operator experience and trial-and-error programming required to accommodate this jet lag made it difficult to produce even the simplest shapes accurately. This difficulty severely limited the adoption of the technology as a viable fabricating and machining method. However, in the early 1990s, two innovations combined to make AWJ easier to use with greater accuracy.
These advancements meant that accurate and repeatable 2-D parts could be produced in relatively thick material by a relatively inexperienced operator directly from a 2-D CAD file. Suddenly AWJ systems became viable tools for general machine and fabricating shops. Since that time mathematical models of AWJ behavior have continued to improve along with the computing capability and speed of PCs.
Models were expanded to predict not only jet lag, but also the natural taper occurring in the AWJ cut (see Figure 3). Hardware and computer-controlled systems then were developed to provide precise tilt of the nozzle assembly to correct for this taper. As a result, highly accurate 2-D parts could be made with straight perpendicular sides—automatically, with no intervention or hand programming by the operator—making AWJ technology more useful to even more machine and fabricating shops.
Now things have progressed to the next step: using AWJ systems to produce parts with intentional bevel, such as those shown in Figure 1, Figure 4, and Figure 5, without the need for an expert programmer or trial-and-error testing.
Developing a system to cut beveled part features has several challenges:
This is an even greater challenge in transition areas where, for example, a vertical surface intersects or transitions into a beveled surface, or the desired degree of bevel changes from one value to another.

Figure 6 Bevel-cutting Head
In addition it ideally is designed to have a virtual point of rotation about the point where the cutting jet intersects the upper surface of the material being cut. Any variation from this means that changes in bevel angle or orientation will require automatic changes in X, Y, and Z locations, further complicating the entire machine.
Systems now available for making beveled parts meet all of these challenges. From the operator/programmer's point of view, the process is almost identical to that for making a traditional 2-D part. In fact, if the whole part is beveled, as in Figure 5, you simply specify the angle in the machine controller, as in Figure 9.
An alternate method is to specify the angle of each entity for which an angle is desired. You can specify a different angle or none at all for each entity of the path. The process for this second method is shown in Figure 7 and Figure 8 and is as follows:
Ongoing R&D efforts in the AWJ industry have now made it possible to produce accurate beveled parts almost as easily as 2-D parts, with only one additional programming step. This capability should greatly increase the applicability of modern abrasive waterjet cutting systems to machine shops and fabricating shops with a need to produce weld-ready parts and complicated shapes with beveled edges.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}