















Supporting the defense
Manufacturer uses direct diode laser to weld missile canisters
 |
United Defense's motto is Changing the future of defense™. One of its latest missions toward this goal was to introduce a direct diode laser into its Aberdeen, S.D., manufacturing facility.
The company designs, develops, and produces combat vehicles, artillery, naval guns, missile launchers, and precision munitions used by the U.S. Dept. of Defense and allies worldwide. The company also repairs, modernizes, overhauls, and converts U.S. non-nuclear ships.
The company had been producing missile canisters using gas metal arc welding (GMAW). However, with the introduction of the MK 25 Evolved Sea Sparrow Missile (ESSM) canister, new production methods were necessary.
The ESSM program is based on launching four short-range antiair missiles from a single canister by building a canister with four subcells, or a quad-pack. These quad-packs consist of four 10- by 10-inch subcells, 17 feet long, with an aspect ratio of 1-to-30.
Before the MK 25 was introduced, all canisters were approximately 2 by 2 ft. square and 20 to 30 ft. long with an aspect ratio in the 1-to-10 to 1-to-15 range. These subcells were lighter and more susceptible to weld distortion than the earlier canisters.
Low-rate production of some MK 25 canisters was completed using GMAW. Because GMAW creates a large heat-affected zone (HAZ), it can cause significant distortion in the subcell, making it necessary to perform extensive postweld processing in both the machining and assembly of the canisters. Based on these initial results, the company decided to find a way to reduce the heat input into the subcell.
Laser Welding Options
The manufacturer needed a new method to achieve the required weld strength in the MK 25 subcell without the large amount of distortion and shrinkage caused by GMAW. The only process that the manufacturer thought could provide the low amount of heat input was some type of laser welding.
A conventional laser weld relies on tightly fit parts and a keyhole-type process to penetrate the narrow gap completely. The primary concern with using the keyhole laser welding process was the poor fit-up between the side panels and the rails: The side panels are 0.70- to 0.90-in. mild steel panels that are corrugated to provide strength to the subcell. The four side panels are welded to four HY80 1/2- to 3/4-in. rails.
The total length of the eight butt-welded joints is 17 ft. per side, 136 ft. per subcell. The fit-up between the side panels and the rails exceeded the maximum recommended fit-up tolerance of less than a 5 percent gap-to-thickness ratio for the keyhole process.
Consequently, it was necessary to combine the keyhole welding process with a wire-feed process to ensure a hermetic seal. This requirement drove the manufacturing and control tolerances for the system to precise levels and, as a consequence, increased the installation and operating costs. One of the other problems with the keyhole process was spatter on the back side of the weld. Because the keyhole process works by full penetration of the two plates, spatter resulted on the inside of the subcell, which was unacceptable.
Another problem the manufacturer had to address was how to install the system on an active plant floor with minimal impact on the production line schedule at a minimal installation cost.
The manufacturer realized that the only method that would enable it to meet these goals was one that could use the existing welding cell readily. As a consequence, researchers studying various welding methods concentrated on finding a system that could be mounted on the existing robot; work with the existing part manipulators; and be compatible with the preweld preparation, a tack-welding process that holds the subcell together before final welding.
The keyhole process, however, was going to require a significant amount of retooling, premachining of parts, a fixture to hold the parts for the tack welding, and a new laser safety enclosure to make the laser safe to use in an open plant environment.
The Direct Diode Decision
After researching many options, the manufacturer found that the Nuvonyx ISL™-4000L high-power direct diode laser (HPDDL) could meet all of its requirements.
Its laser beam shape—a line of light with dimensions of 12 by 0.5 millimeters—allows for autogenous welding of the existing parts with less than a 15 percent gap-to-thickness ratio, which is within the fit-up tolerance of the existing parts. The weld could be performed with the parts tack-welded as they had been delivered to the welding workcell.
However, because the gap-to-thickness ratio was so large, the system had to be used with a wire feeder to provide material to fill the gaps while creating a hermetic seal and providing a positive fillet geometry for strength.
The system was proposed because it could be integrated with the manufacturer's existing Panasonic 10-kg welding robot without significant modifications to the workcell except for the addition of a laser safety enclosure. In addition, the power requirements of the direct diode laser were less than 16 kW, which was available in the workcell.
When comparing the direct diode laser to an equivalent Nd:YAG laser, which required special power routing; a clean, cool environment for operation; and enough space for both the laser and its cooling system, the manufacturer decided that the direct diode laser had several advantages. The actual installation required the manufacturer to remove the GMAW torch, align the system, enter the program, and start to weld. The total time for installation, training, and preproduction trials was less than one week.
Test Subcells
Three 2-ft. subcells were prepared for the run-off test. These subcells were measured after being tack-welded at United Defense.
One subcell was welded with GMAW. The second subcell was welded using a 3,000-W, fiber-coupled Nd:YAG laser with a microwire feeder. The third subcell was welded with the direct diode laser and a Panasonic wire feeder.
The subcells, once welded, were returned to the manufacturer for measurements of shrinkage and distortion. They also were tested for hermetic integrity using a pressure soap test.
The test results on the two laser-welded subcells proved that the direct diode laser could weld the MK 25 canister with approximately 12 times less distortion than the subcell that was joined using GMAW. This initial success suggested that a process based on the direct diode laser would be simpler to bring to production standards.
The Process
The direct diode laser could produce a full-penetration weld of the nominally 0.80-in. corrugated mild steel side plates to the nominally 1/2-in.-thick HY80 rail. This butt weld was made at a rate of 20 inches per minute (IPM) with 0.035-in. steel wire feeding at a rate of 20 IPM.
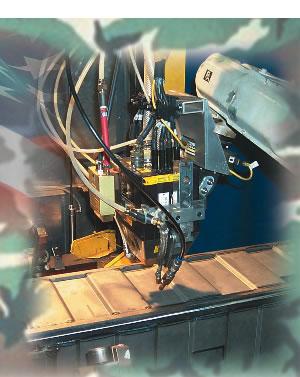
The process of welding a subcell began with laser butt welding an 18-in.-long segment of a single side panel first. Both sides of the panel were welded before the subcell was rotated, and the process then was repeated until all four sides were welded.
The subcell then was indexed 18 in., and the process started again. The process was repeated 17 times until the entire 17-ft.-long panel was welded for a total weld length of 136 ft. per subcell. The weld was performed in an argon-CO2 environment, and a high-velocity air knife was used to keep the laser output window clean.
In general, the air knife effectively kept the window clean except when there was a loss of cover gas across the part. When this occurred, the spatter could be overwhelming and could contaminate the window. The window was checked frequently for spatter contamination and replaced as necessary.
One of the issues the manufacturer had to address was the alignment of the direct diode laser beam to the seam. The direct diode laser had a smaller weld nugget than a GMAW torch, making it important for the laser beam to be accurately aligned to the joint to be welded.
Because the part was indexed continually throughout the process, a Sense-I Gauger seam finder from Servo-Robot Inc. was added to the system. This seam finder used a lower-power laser to locate the seam and calculate the offset required for the laser beam to align with the weld joint. The result was an accurate track of the joint as the laser and wire feed welded the joint.
Production
During the last year the direct diode laser system has welded more than 300 canisters within specifications. The manufacturer has found the weld rate to be the same as the GMAW torch achieved, but the labor-hours for postprocessing have fallen by 30 percent per subcell because of reduced thermal distortion.
In addition, the small nugget size produced by the direct diode laser indicated that the amount of wire consumed by each subcell was reduced by a factor of 5. The GMAW torch used approximately 10 lbs. of wire per subcell, while the direct diode process used 2 lbs. of welding wire.
United Defense, 1525 Wilson Blvd., Suite 700, Arlington, VA 22209-2444, 703-312-6100, www.uniteddefense.com.Nuvonyx Inc., 3753 Pennridge Drive, Bridgeton, MO 63044, 314-209-7755, www.nuvonyx.com.Panasonic Factory Automation Co., 1711 N. Randall Road, Elgin, IL 60123-7820, 847-288-4400, www.panasonicfa.com. Servo-Robot Inc., 1370 Hocquart St., St-Bruno, QC J3V 6E1, Canada, 450-653-7868, www.servorobot.com.
About the Publication
subscribe now

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




