















Project Manager

Some tools help operators perform one task and only that task. To be sure, the tools perform that task very well, but they have limited use outside that specialized job. This was the case in the early days of portable air plasma cutting systems, which cut metal of various thicknesses at a fast speed.
Decades later, plasma systems have become highly portable and versatile tools that not only cut metal, but also offer precision gouging and marking. The latest plasma systems generate scores for bend lines or weld placement; mark for part identification; produce dimples for drill starts; create art; and gouge for weld preparation, weld repair, and weld removal. All of this can be done either using a hand-held torch or a machine torch mounted on a CNC table, robotic arm, or automated track.
These plasma operations no longer require specialized machines. As a result, these processes are now accessible to operators in a variety of industries, from shipbuilding and heavy machinery to auto-body shops and even metal artists.
A new generation of plasma systems have specialized torch consumables that shape and control the plasma arc for optimum results in various applications. The power electronics provide stable output current over a wide amperage range.
Automatic gas control optimizes the flow and pressure for different modes of operations, and new consumable designs have increased arc stability, arc transfer height, and arc stretch.
Modern plasma power supplies provide a stable output current across a wide range by using higher inverter switching frequencies. When operating at higher-current output when cutting thick metal, a power supply’s slow current response helps prevent oscillations in the current signal, which affects cut quality. Conversely, when operating at low current levels (10 to 25 amps) for precision gouging and marking, the system requires a faster current response to sustain a stable plasma arc. This stable current output at lower amp levels is essential for precision gouging and marking.
Portable plasma cutting systems use high-pressure, high-flow gas to increase arc density and cool plasma consumables. High-current plasma gouging uses low-pressure, high-flow gas to remove gouged molten metal, keep the consumables cool, and reduce plasma arc density to control the depth of metal removal. Precision gouging and marking uses low-pressure, low-flow gas for very low arc density and reduced cooling requirements of consumables at lower amperages, which further control metal removal. This requires gas control over a wide range of pressures and flows.
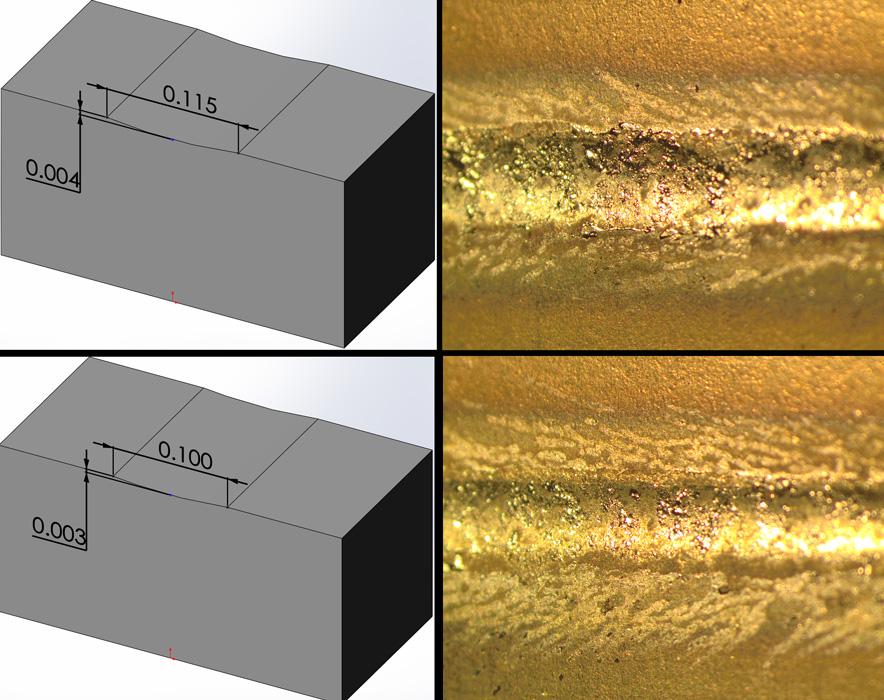
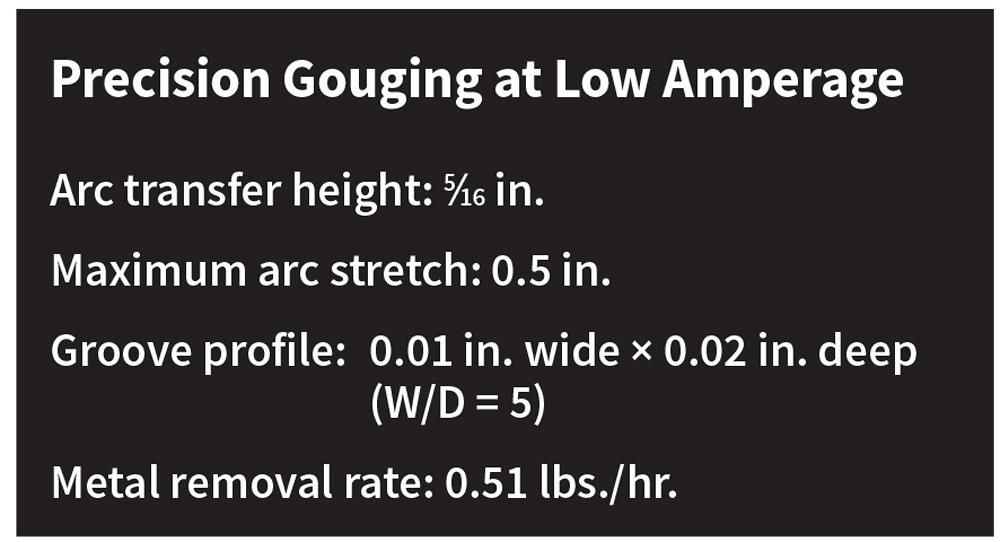
The most critical advancement with new consumable designs is low arc density, which results in a groove profile with a width-to-depth ratio of 5-to-1; that is, the groove the consumable produces can be up to five times wider than it is deep. This ratio is vital for precision gouging because it allows for controlled metal removal without deep penetration into the material (see Figures 1-4). A specialized plasma gouging nozzle and a gouging deflector or marking shield provide most of this control. The arc-transfer height and maximum arc stretch enable the torch to operate at higher distances from the metal and help to make repeatable marks on the surface.
One might think that removing a spot weld would not be all that difficult to do with a portable air plasma cutting system—and it isn’t, if you’re not concerned about preserving the base metal. However, for those who need to keep the base metal relatively intact, separating the top metal from the base metal can be a challenge, especially for those who want to do it quickly and cost-effectively.
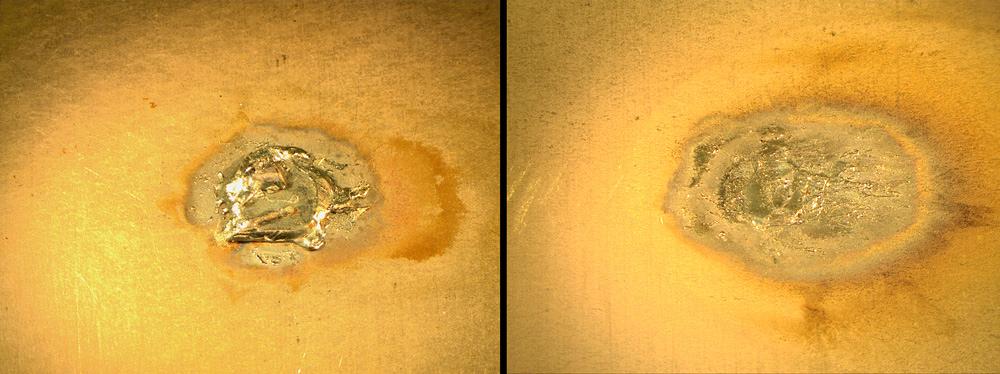
Take for example a damaged automobile body panel (see Figure 5). To detach the panel from the frame (base metal), an operator must remove dozens of spot welds. Before the latest advancements in precision gouging, fabricators relied on specialized drills and drill bits, grinders, narrow belt sanders, or brute force with a chisel and hammer.
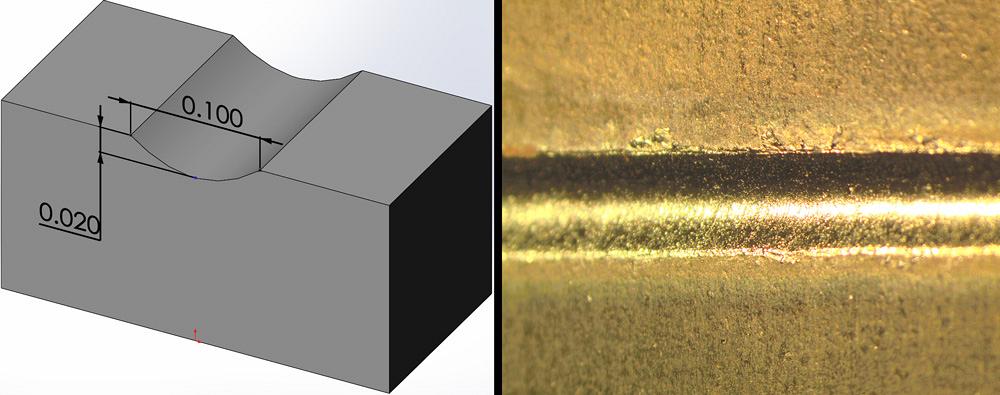
Figure 1
Precision gouging at 10 amps can produce a groove profile with a high width-to-depth ratio without excessive metal removal.
Each of these methods takes various amounts of time and has various costs for tools and labor. Drilling can be highly effective with specialized weld drills that clamp onto the frame, which controls drilling depth. However, these drills can be expensive, and the drill bits can cost between $20 and $100 apiece. The life of these drill bits can vary tremendously depending on the number of spot welds being removed, the metal thickness, and the type of metal. And with newer cars being made from high-strength steels, drill bits don’t last very long.
Clamp-style drills also are limited to the spot welds along the edge of the frame. To remove other spot welds, an operator may need to rely on standard drills, which is a slow task that can tire the wrist, arms, and shoulders.
With precision plasma gouging, an operator can use a hand-held torch with a specialized nozzle operating at 10 to 25 amps to wash away the metal around the spot weld. This method can be extremely effective, though in some applications the sparks from plasma gouging may be of concern if not contained with a screen or fire-retardant blanket.
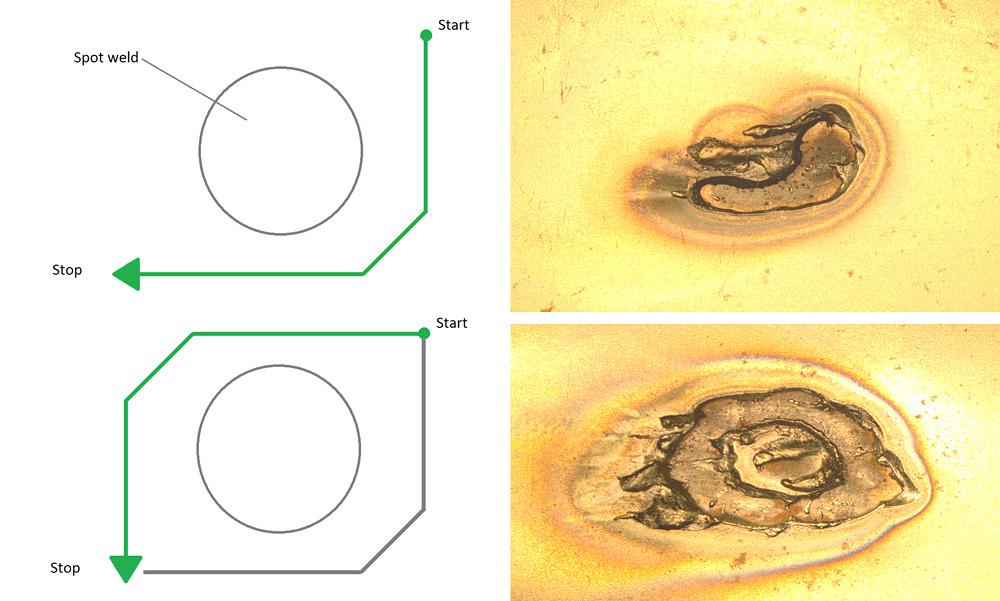
Attempting to remove the spot weld by gouging through the weld increases the probability of blowing a hole through the base metal. To avoid this, the operator places the torch tip on the metal at a 40- to 45-degree angle. This is an ideal angle to distribute the heat from the plasma over a large surface area.
He starts the torch to transfer the low-current plasma arc onto the metal and then lifts the torch, stretching the arc to about 0.5 in. above the workpiece. He makes an L-shaped groove around half of the spot weld, making sure the groove removes only the top surface metal. After this, he repeats the same steps for the opposite side of the spot weld to connect the two L-shape grooves together (see Figure 6). This leaves a small amount of welded material on the base metal. Using a washing technique—that is, moving from side to side over the remaining weld metal—quickly removes this material (see Figure 7).
Perfecting the technique will require some practice, particularly to avoid gouging into the base metal or applying too much heat, which can result in metal warping. The process is forgiving if 10 amps is used as a starting point.
As with precision plasma gouging, the marking application uses a low-amperage plasma arc and a specialized nozzle and shield. The decision whether to make a light or heavy score in the metal depends on if the mark is to be seen on the final product.
A heavy score can leave a deeper gouge on the metal surface that will be visible after painting. However, if the mark is a temporary part identifier, and not needed after final assembly, then a light score is ideal. A light score will generally have less depth, which makes it easy to remove with a grinder or cover with a layer of paint.
An operator can adjust a number of different parameters to get different mark depths, widths, and appearances on various types of metal.
A low-output current of 10 amps will produce a light score, while a higher output current of up to 25 amps will produce a heavy score. Slower torch motion combined with a short torch-to-work distance increases the width and depth of the mark. Conversely, faster torch motion with a greater torch-to-work distance decreases the mark’s width and depth.
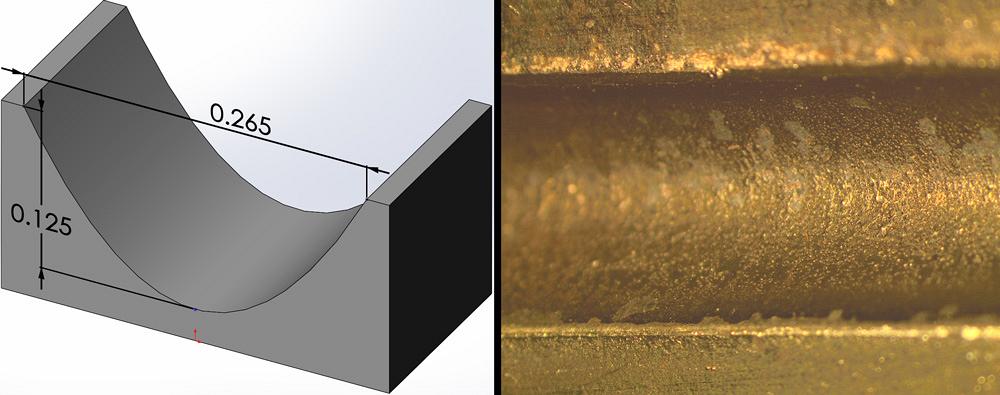
Figure 2
In this sample, gouging at 45 amps produces a groove profile of 0.265 in. wide by 0.125 in. deep.
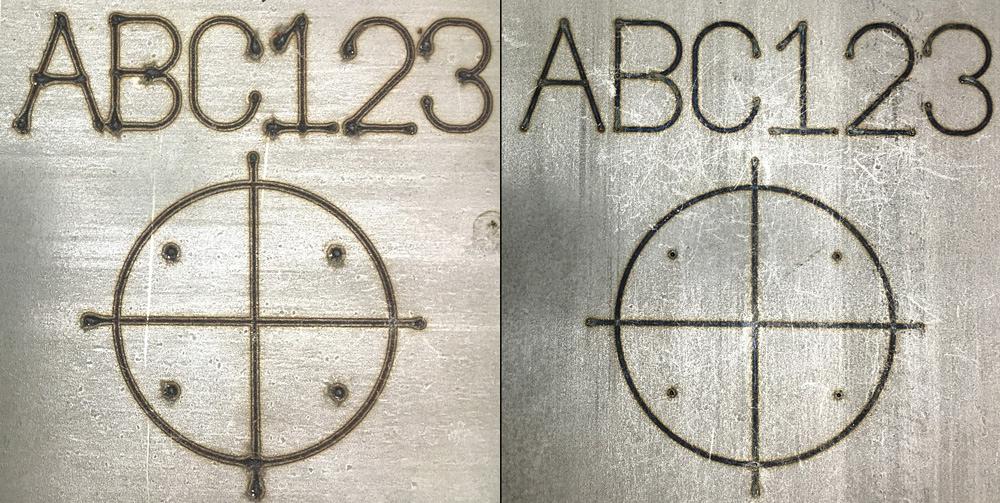
Using air or argon also affects the mark width and appearance on different types of metals. Argon results in shallower, narrower marks compared to marks produced using air (see Figure 8). Air oxidizes the metal surface, causing the marks to have small amounts of dross, be coarser than gouges made with argon, and leave a dark layer of oxidized metal on the surface.
The big advantage of air is its relatively low cost. The electrical cost to produce compressed air is a fraction of the price of buying bottles of argon. However, newer plasma systems automatically detect gas to reduce argon consumption during marking to lower operating costs.If a mechanized plasma table is being used, marking performance can vary between different tables as marking is also dependent on start delays, torch height control, cutting speeds, and torch acceleration. For example, increasing the torch acceleration and deceleration rates will make the corners and start points of the mark smaller. Also, marking on thin plate can cause plate warping at slow speeds, making it necessary to increase torch speed.
The marking process is not limited to mechanized applications. Operators with hand-held torches also can mark metal for part identification, score metal for weld placement or bend locations, make dimples for drill starts, and add texture to the metal surface for artistic reasons. The same specialized nozzle and shield is needed, and the parameters mentioned earlier would still apply to get different mark depths, widths, and appearances on various types of metal.
Because modern plasma technology can deliver a stable, low-output current, operators now can use the same system to cut, gouge, and mark—and they can switch quickly between all three processes. The combination of portability and versatility creates new possibilities for plasma system use in applications that were off limits in the past.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}