















Contributing Writer

"Many [fabricators] plasma-cut aluminum very successfully, and there's been a lot of development of aluminum processes using different types of gas, but even cutting with straight air—which is very common—yields great results," Julian said. "For people cutting aluminum plate, such as for military vehicles or trailers or railcars, it is a well-accepted practice."
Plasma cutting isn't new. But like any technology, it has its share of new developments. In any discussion about how to cut metal, it's right up there with laser and waterjet. The technology gets a bad rap, though, when the discussion turns to cutting aluminum.
Plasma cutting has been around for decades, but the first plasma cutting machines were crude in terms of both the machine control and drive system, as well as the technology itself, said Al Julian, vice president of marketing for W.A. Whitney, a division of MegaFab, Rockford, Ill. Manufacturers of plasma cutting systems have made improvements to the technology in recent years, but many end users still cut with the old machines or buy machines that don't have the most recent upgrades. As a result, some perceptions of plasma cutting are outdated, he said.
"There are night and day differences between the older technology systems and today's premier systems," Julian said. "Those who are familiar with the older technology systems may choose not to investigate today's plasma cutting technology because their reference point of plasma cutting is well short of their expectations. It really is an educational issue."
Many fabricators have the following misconceptions about turning to plasma to cut aluminum.
This is an issue of gas selection, said Bob Fernicola, business manager, plasma cutting, for ESAB Welding & Cutting Products, Florence, S.C. Cutting aluminum with air produces a rough edge coated with aluminum oxide. Different gases—usually an argon/helium mix—make more sense for aluminum.
"With the proper selection of gases, you can get a very nice edge on aluminum with plasma," Fernicola said.
Aaron Brandt, engineering manager for Hypertherm's Mechanized Systems Div., Hanover, N.H., agreed.
"In terms of issues of porosity, [fabricators can] cut aluminum with many different gas combinations," Brandt said. "For very thin material, people will often use air/air, and certainly they'll want to look at their edge for welding concerns, but [they also can cut] with fuel gases, which avoid oxidation. And in those cases, you get weld-ready edges."
Manufacturers of plasma cutting systems make machines that can cut at very high speeds per amp, and as a result the new machines minimize the amount of heat input into the cut edge, Brandt said.
This reduces overburning and allows fabricators to optimize cutting speed versus cutting power.

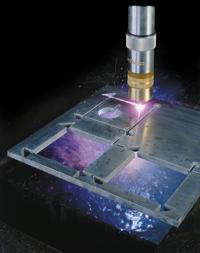
Despite misconceptions to the contrary, many aluminum components, such as doors for military vehicles, can be effectively cut with plasma. Photos courtesy of W.A. Whitney.
"Many [fabricators] plasma-cut aluminum very successfully, and there's been a lot of development of aluminum processes using different types of gas, but even cutting with straight air—which is very common—yields great results," Julian said. "For people cutting aluminum plate, such as for military vehicles or trailers or railcars, it is a well-accepted practice."
When people say that plasma cutting systems can't meet tight tolerances, usually they're referring to machines from the 1980s and early '90s, Brandt explained. This misconception isn't limited to aluminum cutting—people still have that misconception about plasma cutting in general, even on mild steel, he added. However, depending on part thickness and productivity requirements, the process usually can be optimized to meet the required tolerances.
"People haven't realized how much plasma has changed, even in the last five to six years," Brandt said. "With the latest high-performance plasma systems, we're holding excellent tolerances on all thicknesses and materials of plate. Angle variation on aluminum is actually quite good, even compared to mild steel and stainless."
Julian said that plasma cutting isn't as accurate as laser cutting, but many industries don't require tolerances that would necessitate a laser.
"In the [military vehicle and railcar industries], they're generally not looking to hold plus or minus five thousandths, and we can hold plus or minus 15 or 20 on plasma cutting, which is well within the tolerances established within those industries," Julian said.
New high-precision plasma systems can hold tolerances close to what a laser cutting system can, Fernicola said. Unless the application requires tolerances within a few thousandths of an inch, plasma can cut it with good results.
"When plasma cutting is set up properly, there should be no surface dross or anything to clean up more than in any other process," Julian said. "There are different types of aluminum, but for the most part [fabricators should not encounter] any major issues on the surface of aluminum."
Like the porosity on the cut edge, surface condition also is a matter of gas selection, according to Fernicola.
"If you cut it with air, you're going to have a lot of rough aluminum oxide and a rough surface edge," he said. "If you cut it with inert gases, with proper gas selection you can wind up with a nice, smooth surface."
Lasers get their speed from an exothermic reaction when they cut mild steel. The exothermic reaction uses oxygen as the assist gas, but this leads to problems in processing aluminum. Oxygen can't be used to laser-cut aluminum—high-pressure nitrogen is needed instead.

With the proper selection of gases, fabricators can produce a smooth cut edge on aluminum. Photo courtesy of ESAB Welding & Cutting Products.
"Because of that, you don't get the benefit of the exothermic reaction, so cutting speeds are much slower and you use a tremendous amount of nitrogen, to the point where the operating costs of cutting are much higher," Julian said. "So it's quite the opposite on aluminum—plasma cutting offers tremendous cost benefits over lasers."
Laser cutting also requires a much higher investment in equipment, Fernicola said. Fabrication shops have to purchase the laser equipment itself, as well as protective enclosures. Unless the application requires very high edge quality or extremely tight accuracy, plasma probably is the most cost-effective process, he said. Lasers also are more limited than plasma in the thicknesses they can cut: about 3/4 in. maximum for lasers and 6 in. for plasma.
In some applications laser cutting does have cost benefits—especially on thin plate or in very high volumes—but when a shop cuts plate thicker than about 1/4 in., plasma cutting makes the most sense from an operating cost perspective, according to Brandt. In addition, businesses usually calculate their operating costs in terms of cost per hour, but it makes more sense to calculate them in terms of cost per foot.
"If you just look at cost per hour, you miss the productivity element," Brandt said. "You're not paying for time, you're paying for parts—that's why cost per foot is a much better way to compare cost of operation."
According to Brandt, most mechanized plasma cutting systems have controls that allow the machine to operate, maintain the proper standoff height, and control the motion of the machine automatically.
Fernicola said an operator isn't required any more with aluminum than with any other type of metal, except in one specific situation: When aluminum is plasma-cut using a water table, the table needs to be designed in a way that prevents accumulation of hydrogen bubbles under the plate caused by molten aluminum dropping into the water. Because aluminum has a high affinity for oxygen, it can dissociate some of the water and create the hydrogen bubbles.
"The water table has to be properly designed so that the slag in the water is agitated, so any hydrogen bubbles can dissipate and not accumulate underneath the plate," Fernicola said. "Other than that, it's the same as cutting any other material."
When determining which process to use to cut aluminum, fabricators should determine what results are most important. Productivity might be the most important consideration for some shops, edge cleanness for others. Many plasma systems are capable of cutting via multiple processes, so they can be fine-tuned to meet application requirements, Brandt explained.
For example, a high-amperage plasma system can cut aluminum 1/4 in. thick in several ways, such as from 45 to 260 amps and mixtures of air/air or argon/helium. Different amperages and gases provide different results, such as increased productivity, a good edge finish, or tight tolerances.
Fabricators might cut at 130 amps with argon/helium if they want a good balance of productivity and quality, as well as a weld-ready edge. If they just want to cut fast and plan to do postcut treatments to the edge, they might cut at 260 amps as fast as they can. They can choose from many gas levels and many current levels, and the decision usually is dictated by prioritizing the desired outcomes.
Many plasma systems are capable of cutting via multiple processes, allowing fabricators to fine-tune them to meet application requirements. Photo courtesy of Hypertherm Inc.

Contributing Writer

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





