















Contributing Writer
 |
Plasma arc cutting (PAC) technology has come a long way since its commercial introduction to metal fabrication 40 years ago.
Advances in PAC torches and power supplies have led to improvements in the edge quality of plasma-cut aluminum, stainless steel, and carbon steels. Today's plasma systems can produce flatter, smoother cut surfaces; consistent and smaller bevel angles; less dross; and, overall, more dimensionally accurate cut pieces.
Advancements in PAC technology led to the dry plasma system, a variation of the conventional dual-gas plasma system pioneered in the early 1980s. Looking at variables such as process speed, cut quality, productivity, and cost per foot can help manufacturers make an informed decision when specifying a thermal process for a CNC cutting machine.
PAC is a thermal cutting process that uses a constricted jet of high-temperature plasma gas to melt and separate metal. The plasma jet is formed in the PAC torch through a combination of gas and electricity from a DC power source. A high-velocity plasma arc jet melts and blows away the molten metal. Variations of the plasma process include:
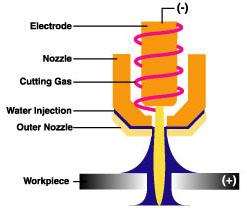 |
| Figure 1a Water injection nozzles typically have a ceramic front end that directs the flow of cutting water, insulates the copper nozzle, and protects the front of the torch from spattered molten material. |
The first commercial plasma systems were the water injection type that used nitrogen and argon-hydrogen (H35) plasma gases. The cutting water was either axially or radially injected into the arc column at the point of maximum heat load, which cooled the nozzle. Cutting water acted like a virtual nozzle, protecting the copper nozzle bore and concentrating the arc's energy.
The water injection process later was used with oxygen plasma gas. Oxygen plasma had several advantages over nitrogen for mild steel cutting, such as increased cutting speeds, a wider range of dross-free cutting speeds, and improved squareness of cut edges.
The practical upper limit for oxygen plasma was 260 amps. Anything above that shortened parts life. As power supplies and consumables improved, the limit was pushed from 300 to 340 amps, and finally to 360 amps.
Although water injection causes the arc to have a higher core temperature, overall it quenches and cools the entire plasma jet. Because cutting water is continuously lost from the torch nozzle, torches should be used in conjunction with water tables. The cutting water in the plasma torch quenches the arc. The water in the water table cools down the plate and the cutting zone, slightly reducing cut speed. The combined effects of arc quenching and cooling of the plate make the wet process slower than the dry process.
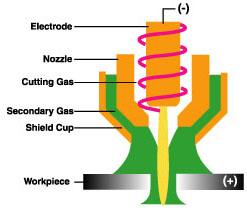 |
| Figure 1b Conventional dual-gas PAC uses plasma forming gas and a shield gas to cool the front end of the torch and assist in cut quality. |
High-power dry torches first gained commercial acceptance in the shipyards of Japan, Germany, and Korea in the late 1960s.The dry torches were used in the manufacturing process because they allowed plate preparation, such as priming and gritblasting, to be performed before or immediately after plasma cutting.
A few Korean shipyards started using an entirely dry process with dry plasma and huge downdraft air tables to control smoke. Though efficient and clean, these systems were very noisy.
Conventional dual-gas dry plasma torches and single-gas dry torches have been used since 1985 in the U.S. for punch press applications. But many of these torches used air plasma gas rather than oxygen, and most cut at less than 250 amps. When the torches were used at higher than 200 amps, electrode life became short.
U.S. plasma equipment manufacturers are working to refine the high-power dry oxygen systems to push the cutting speeds higher, improve cut-edge quality, and extend parts life through improvements in torch and power supply design. The result is a proliferation of high-power oxygen torches with dry cutting capability in the last five years.
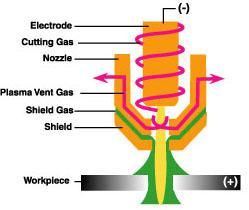 |
| Figure 1c High-precision PAC uses a high vortex of plasma gas and special consumable geometries for greater arc constriction and higher energy density. |
Several advancements in power supply and gas delivery systems have enhanced oxygen plasma gas in high-power dry torches. Some include:
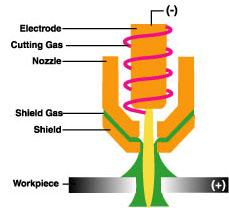 |
| Figure 1d High-power dry PAC is different from conventional PAC primarily in current capacity and consumable geometry. |
Cut quality with high-power dry systems is comparable to conventional dual-gas and water injection processes. In some cases, high-power dry torches may approach the cut quality of high-precision plasma torches. Typical cut angles vary from 0 to 4 degrees on 3/8- to 1-inch mild steel.
High-power dry oxygen plasma systems also have a wider dross-free interval. (Dross-free interval is the speed range in which a clean, dross-free cut can be obtained.)
In older torch designs, a few inches per minute (IPM) could mean the difference between a clean cut and a dross-laden part. But high-power dry oxygen systems, in some cases, can tolerate changes in speed up to 50 or 60 IPM without slagging.
In practice, this means less dross in corners as the machine slows down, less dross as torch parts wear, and less dross caused by variations in the way operators run the machine.
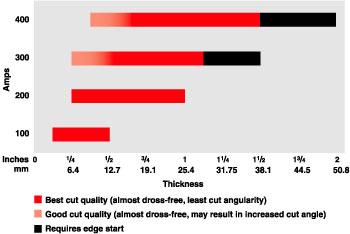 |
| Figure 2 Cut quality with high-power dry torches varies with material and power used for a given thickness. |
Cut quality with high-power dry torches also varies with the material and the power used for a given thickness (see Figure 2). An end user who isn't concerned about cut quality may elect to cut at the highest amperage and highest speeds possible.
This strategy will work for long, straight cuts on large parts because the cutting machine can keep up with the process speed. For example, it's possible to cut 3/8-in. mild steel at approximately 200 IPM with 400 amps of oxygen plasma.
However, the best cut quality for this example probably would be achieved at 200 amps. Manufacturers that require a high-quality cut should use a slower speed and lower power.
The downside of high-power dry cutting is consumable part life and cost. Even with advances in power supply and consumable technology, part life for 300- to 400-amp cutting remains considerably lower than for 200-amp cutting. Also, high-power dry consumables are larger and more complex than conventional parts.
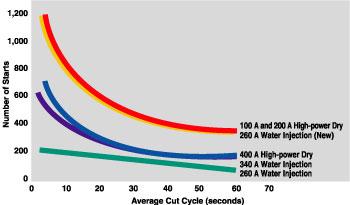 |
| Figure 3 For an average cut duration of 30 seconds, the 200-amp process yields 400 to 500 starts and 250 minutes of cut time. |
Figure 3compares 200-amp and 400-amp oxygen processes For an average cut duration of 30 seconds, the 200-amp process yields 400 to 500 starts and 250 minutes of cut time. For the same-duration cut, the 400-amp process gets approximately 200 starts, or half of the service life.
The 400-amp process makes up for shorter consumable life with higher productivity. For example, on 1/2-in. mild steel, the 400-amp process is almost twice as fast as the 200-amp, so the number of parts cut per hour nearly doubles.
Mild steel fabricators have used high-power dry oxygen plasma with large gantry cutting machines to process 1/4- to 1.25-in. plate. Shipyards; structural steel fabricators; steel service centers; and manufacturers of railcars, trucks and trailers, and heavy equipment all can use high-power dry plasma for their cutting process.
Jim Colt is a process applications manager for the Mechanized Systems Team with Hypertherm, and David Cook is a free-lance writer for Hypertherm Inc., Etna Road, P.O. Box 5010, Hanover, NH 03755, phone 603-643-3441, fax 603-643-5352, e-mail info@hypertherm.com, Web site www.hypertherm.com. Hypertherm designs, manufactures, and distributes plasma arc cutting equipment.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





