















Filter bag, housing manufacturer finds faster cutting process for aluminum, carbon steel, stainless steel
Filter Technology’s plasma machine handles variety of part shapes

After just a quick glance through an industrial filter catalog, you’d think that the many filter types used for liquid applications have nothing in common. Available in polyester, polypropylene, and nylon in felt and mesh, multifilament, and monofilament, liquid filter products can sift materials from 1 to 1,500 microns. They offer compatibility with organic solvents, oils (animal, vegetable, and petroleum), microorganisms, alkalis, organic agents, oxidizing agents, and mineral acids.
Despite their many differences, all of these filter types do have one thing in common: all are produced by Filter Technology Inc., Bedford Park, Ill. This isn’t all the company does. After a little more than 20 years in business, the company decided to expand its product line when it started to manufacture a complementary product: filter bag housings. Also known as filter vessels, these cylindrical containers are made from lengths of steel or aluminum pipe (see Figure 1).
Shifting Business Practices
“When we first started making filter vessels, we purchased 20-foot sticks of tube, cut them to length on a saw, then used a mill to machine the holes,” said Sales Engineer Raphael Hertsberg. For a typical housing—stainless steel tube 8 inches in diameter—cutting took about 4 minutes and machining four holes took about 16 min.
The company purchased lids and other parts, but it wasn’t happy with its supplier. The lids were the critical components.
“You could see the grind marks where our supplier tried to eliminate the pits, and some of the lids were warped,” Hertsberg said. Filter Technology specified flat parts because a vessel lid seals against an O-ring, but some of the lids weren’t flat enough to make a good seal and had to be rejected.
Another problem was slow deliveries. Filter Technology needed a new way to cut the tubular and flat parts to take control of the entire production process.
During a visit to the FABTECH® expo in Chicago, Hertsberg and some of the staff saw a Soitaab plasma machine cutting parts. Equipped with a bed for flat parts and chucks to hold tubular parts, the machine seemed like a good fit for Filter Technology. Plasma’s speed and cut quality, combined with the machine’s two capabilities, flat and round, were the main attributes Filter Technology needed. It purchased model Plasma RED, which can handle flat parts up to 78 in. wide by 236 in. long, and pipe-cutting attachment Tubocut. The pipe attachment allows either automatic or manual positioning and cuts pipe from 3 to 25 in. OD. The software performs calculations automatically for bevels, saddles, windows, holes, and slots. The plasma stream is generated by a Hypertherm, HyPerformance® HPR130XD unit.
How Big, How Fast, How Good? As always, the devil is in the details. Soitaab delivered on the details.
First, Filter Technology’s parts go up to 5⁄8 in. thick; the company purchased a 130-amp machine, which has a severing capability of 1 in. in stainless steel. Second, the company has found that the end cuts and holes are true and square. Although the company has machining capability, it has found that plasma can make many of the holes it needs accurately, with negligible taper, including ½-in. dia. holes in ½-in.-thick material. As the diameter-to-depth ratio decreases, getting closer to 1-to-1, making a precise hole with plasma becomes more challenging, but the machine and software are up to the task.
“We need to make plumb, level vessels,” Hertsberg said. The intake and outlet couplings have to align with the components of the piping system.”

Figure 1
Filter Technology uses plasma technology to make filter vessels from aluminum, carbon steel, and stainless steel alloys SAE 304 and SAE 316.
Third, the company doesn’t need to do much in the way of cleanup. The company starts with stainless steel material polished to a #4 finish; the plasma process makes square, burr-free edges (see Figure 2). In most cases, no subsequent deburring is necessary.
Fourth, the machine has more than enough chuck capacity to handle Filter Technology’s largest tubes. The company’s largest vessel is 24 in. OD; the chucks on its plasma machine go up to 25 in. OD. Filter Technology doesn’t need 24-in. capacity just yet—it can purchase precut lengths of 24-in.-OD tube at a favorable price—but it has the capacity if things change and the company decides to bring this diameter in-house.
Finally, Filter Technology has found that plasma cutting is substantially faster than sawing and machining. It ships orders on schedule although it uses far less than the machine’s full capacity. The company’s output is far greater than it was when it relied on its suppliers, and it still has quite a bit of spare capacity for growth.
A Service Organization. Soitaab manufactures machines, and therefore it’s a goods supplier, but Hertsberg raves about the company’s service.
“When I send a question by e-mail, I usually get a reply within 24 hours,” he said, referring to questions he sends to Sobhi El Ajami, the executive vice president of Soitaab USA Inc. For questions that go to the company headquarters in Italy, Hertsberg is equally impressed with the caliber of service.
“If I send a question by e-mail at 6:00 a.m., it’s 2:00 p.m. in Italy, and they know I have an entire day of production ahead of me, so they reply quickly.” Soitaab also has logged on a time or two to help out by running the machine from Italy.
“They even helped me with questions I had about nesting and some post-processing steps in the software, which is not their proprietary software,” he said.
The company also has a team of U.S.-based technicians to provide maintenance and repair service.
No Secret to Its Success
Filter Technology has a recipe for success, but the company doesn’t claim to have any secret ingredients. It credits its success to a relentless focus on service, quality, and price. Although it’s 25 years old, the company still runs like a small business in its formative years. Many big, bureaucratic companies lose their way by focusing on results, but small proprietorships stand a better chance at long-term success by focusing on fundamentals rather than results. The big three are customer relationships, equipment investments, and employee training.
All of its customers are distributors and original equipment manufacturers (OEMs), and the company does what it can to work in the background so it doesn’t get between its customers and the end users. Filter Technology ships its products in unlabeled cartons, and when the occasional end user calls directly to purchase a new filter, the company refers the caller to the appropriate distributor or OEM. It has no desire to sell replacement filters directly to the users.
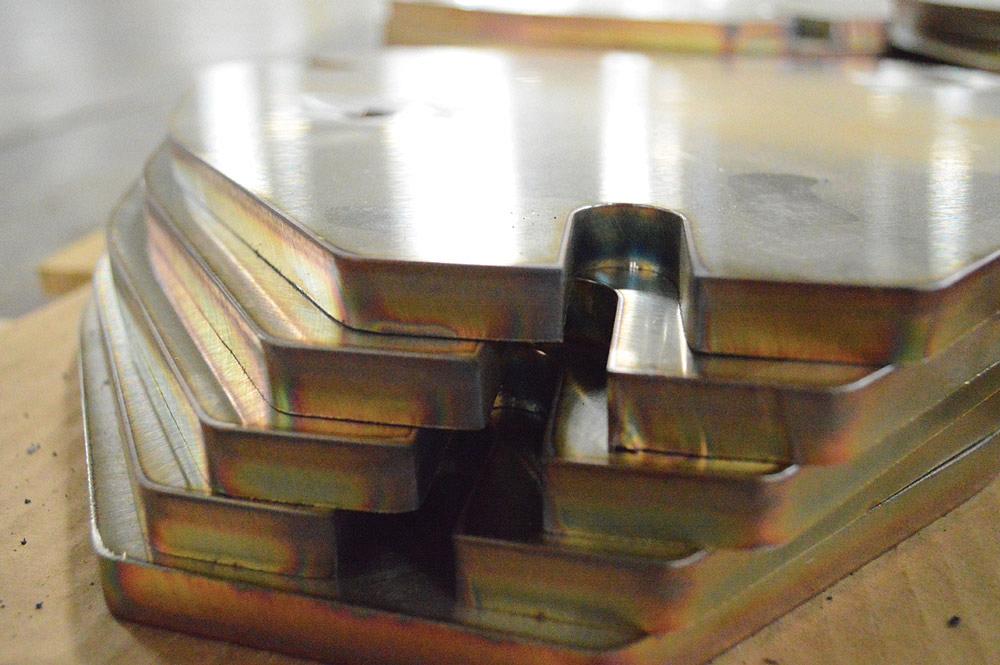
Figure 2
Filter Technology has found that cutting stainless steel with the plasma process, assisted with H35 (35 percent hydrogen, 65 percent argon), produces a cut smooth enough to meet most of its customers’ finish requirements without deburring.
Second, the company owner has an abiding interest in investing in the company, and it is evident in its latest purchase. The company had been in the vessel business for just a year or two when the executive team decided to invest in new equipment for this business segment. The original equipment was barely in place when Hertsberg started making upgrades.
Finally, its management team expresses the hallmarks of good leadership. Regarding the plasma machine, Hertsberg has a no-nonsense, can-do attitude.
“When it comes to new equipment, I won’t train anyone until I am fully trained,” he said.Hypertherm Inc., 21 Great Hollow Road, Hanover, NH 03755, 800-643-0030, www.hypertherm.com
Soitaab USA Inc., 76 Eisenhower Lane N., Lombard, IL 60148, 630-903-6592, s.ajami@soitaab.us, www.soitaabusa.com
About the Author

About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Team Industries names director of advanced technology and manufacturing

2
Orbital tube welding webinar to be held April 23

3
Chain hoist offers 60-ft. remote control range

4
Push-feeding saw station cuts nonferrous metals

5
Corrosion-inhibiting coating can be peeled off after use
