















Improving plasma cut quality
For best cuts, begin with system components

Optimizing the performance of plasma cutting system components improves cut quality.
Plasma arc cutting (PAC), or plasma cutting, is a process by which a vortex of pressurized gas is ionized to heat and melt electrically conductive materials. The PAC system's parts are configured to constrict and focus the vortex of ionized gas on an electrically conductive material so that the material can be cut with precision and accuracy. The ingredients used to create the plasma arc are the voltage (power) and the ionized gas. Once the gas is ionized, a relatively simple electrical circuit will continue to operate as long as there is voltage, a vortex of ionized gas, and material to cut. The circuit becomes much more complicated, however, when a robust cutting process is desired.
Several key parts are integrated to create the plasma cutting system. Once the cutting begins, a CNC must be integrated so that it can move the plasma torch around the material to be cut at a designated speed using a torch height control (THC) that is mounted on a gantry (framework used to position the plasma torch with two axes of movement above the material). Most mechanized plasma cutting applications require this type of configuration. Superior cut quality can be obtained only with a gantry that can operate efficiently at various speeds. These types of gantries require specialized drive packages that include rack-and-pinion drives, drive amplifiers, servomotors, and encoders. A robot can replace the THC and gantry in certain applications that require intricate cutting of various-shaped material in three or more axes of motion.
The purpose of a plasma cutting system is to inexpensively cut a part in the least amount of time with the best cut quality possible. Balancing the cost, the cut quality, and the speed of the system can become difficult when designing or improving a system's performance. Therefore, it is crucial that anyone who uses a plasma cutting system be fully aware of its functionality. By understanding and optimizing the performance of each of its components, you can quickly and consistently create high-quality products at a relatively low operating cost.
Power Supply Determines Gas Blend, Voltage
The plasma power supply is the heart and soul of the plasma cutting system. It determines the types of plasma gases and assist gases that can be used, how these gases are mixed, and whether the voltage and gas can be ramped up and down at the beginning and end of each cut. It is important to confirm the power supply's capabilities, and that it is functioning properly.
Because the production part's cut quality is crucial, it is worth looking into which gases can be used with the power supply and how those gases can be mixed. Furthermore, if a problem occurs with either the current ramping or gas flow ramping, the consumable life, and therefore the cut quality, will suffer. Generally, a power supply that ramps up gas and current at the beginning of the cut and ramps down gas and current at the end of the cut prolongs the life of the consumables. Undamaged consumables yield superior cut quality for an extended period of time (seeFigure 1).
High-quality Torches Yield Better Cut Quality
A plasma torch is designed so that various gases (and cut water if applicable), torch coolant, and electrical current can flow through the torch simultaneously without adversely affecting one another.
The torch usually has an outer shell that protects the internal parts from the radiant heat of the plasma arc and an internal insulating sleeve. The torch contains coolant and gas passages that are properly spaced and sealed off from one another, insulating material to prevent internal arcing within the torch.
Its front end is easily disconnected from the torch body. Other features enhance alignment and torch cooling.
The main consumables within the torch are the electrode, nozzle, gas distributor (swirl ring or gas baffle), and shield (see Figure 2).
Improving Torch Consumables' Functionality Yields Better Cuts
Consumable life and cut quality can be improved by diagnosing how consumables fail.
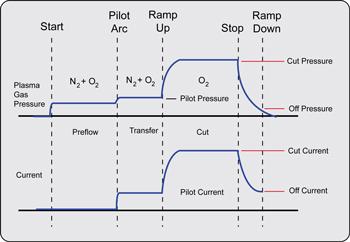
Figure 1 A power supply that ramps up gas and current at the beginning of the cut and ramps down gas and current at the end of the cut prolongs the life of the consumables.
Gas Distributor. The gas distributor is important because it creates the swirling vortex of gas and keeps it centered with the electrode tip and the center of the nozzle orifice. The plasma arc initiates from the emitting element (hafnium or tungsten) that is inserted into the center of the tip of the electrode. Hafnium electrodes are used to cut with oxygen or air plasma cutting gas, while tungsten electrodes are used to cut in nonoxidizing environments, such as when cutting with nitrogen plasma gas.
Nozzle. The nozzle's design features are crucial to obtaining optimal cut quality. The nozzle is designed so that the orifice is slightly larger than the vortex of ionized gas being focused. This allows the nozzle to contain and focus the vortex of plasma without being adversely affected by it. Cut quality suffers when either the exterior or interior of the nozzle orifice becomes damaged.
Internal nozzle damage is caused by a blown electrode, piloting problems and gas flow problems, or current settings that are either too high or too low (overpowering and underpowering of the nozzle).
External nozzle damage may be caused by excess metal spatter on the nozzle that may occur if the torch cuts too close to the plate or pierces thick metal. Increasing the cutting height throughout the cutting process and using edge starts on thick material solve this problem. External nozzle damage also occurs when the arc struggles to make an electrical connection to the plate, referred to as arc stretching. Nozzle arc stretching can be seen through a welding lens while the torch is cutting. Arc stretching occurs commonly when poor programming practices are used (such as when the lead-out of the production part is programmed too long at the end of each cut).
Nozzle Shield. The shield protects the nozzle from being damaged during the cutting process. The shield's orifice is a critical feature. If it is damaged, it may negatively affect the plasma gas and/or shield gas flow, which will lead to poor cut quality.
Electrodes. Electrode failure occurs when the emitting element has worn back so deeply that the arc begins to emit off of the surrounding copper or silver casing. This may also damage the nozzle orifice. Improper gas flow and coolant leaks cause an electrode to fail prematurely.
Poor CNC Programming = Poor Cut Quality
Programming refers to using the CNC software that creates the layout of the parts or holes to be cut. A CNC that offers a variety of programming capabilities, such as high storage capacity, and fast processing speed (input and output communication) can decrease operational downtime and increase both cutting speed and accuracy.
Nesting describes the layout of parts to be cut on a sheet of material. Countless shapes and sizes can be cut out of a sheet of material, and the nesting software optimizes material utilization.
The cut lead-in and lead-out length depends on the material thickness and the type of part or hole being cut. Generally, the lead-in and lead-out cut will be longer for thicker material. The lead-in allows the torch to pierce the material, ramp up current, ramp up gas, and ramp up speed prior to cutting the desired part or hole.
The lead-in is not as critical as the lead-out; it is approximately 1/4 to 1/2 inch long, and it may be straight or curved. The lead-out is at the end of the part or hole being cut. If it is programmed to be too long, the production part or slug may fall from the sheet of material while the torch is still searching for material to cut (see Figure 3). This will cause arc stretching of the nozzle and damage to the nozzle orifice exterior, adversely affecting cut quality.

Figure 2 The torch consumables are the electrode, nozzle, gas distributor, and shield.
Occasionally a nozzle will become damaged even when the lead-out is relatively small. This is because the torch is programmed to cut across the kerf of a previous cut. Once the plasma arc enters the previously cut kerf, there is no material to connect itself to, so the arc stretches to maintain electrical conductivity.
THC Ensures Correct Piercing, Cutting
The THC is used in conjunction with the gantry to properly maintain the cutting height of the torch. The THC generally includes an initial height-sensing mechanism and a voltage control setting. Therefore, before every cut, the torch senses the plate so that it can pierce at the correct pierce height, which is generally set between 0.25 in. and 0.5 in. above the plate. Once the torch pierces through the material, it lowers to the initial cutting height, usually fixed at between 0.125 in. and 0.25 in. above the plate. The torch cuts at the fixed cutting height briefly before the arc voltage-controlled cutting height takes over.
The arc voltage is set so that the cutting height remains constant for the duration of the cut. Arc voltage is used to control the torch cutting height so that the torch can move freely up and down. Newer torch height controls compensate for electrode wear, so that the arc voltage-controlled cutting height remains constant throughout the electrode's life. Older torch height controls don't have this feature; therefore, they need to be adjusted in the CNC throughout the electrode life.
Correct Cut Height, Speed Optimize Performance
To compensate manually for the electrode wear, the voltage can be increased in 2-volt increments throughout cutting. A 2-V arc voltage adjustment is approximately equal to a 0.06-in. increase in cut height.
The emitting element in a standard copper electrode generally wears only to about 0.040 in. deep, so the arc voltage may not need to be adjusted. However, an electrode with a silver casing can wear 0.1 in. deep, so it may require as much as a 10-V arc voltage increase throughout the electrode life.
The pierce height, cut height, and arc voltage-controlled cut height are separate settings that must be understood and set correctly to achieve optimal cutting performance. If the plasma torch is allowed to cut too low, it will cause a negative bevel on the part; if it cuts too high, it will cause a positive bevel on the part.
Similarly, a too-slow or too-fast torch cutting speed will cause either a negative or a positive bevel angle, respectively. Furthermore, a slow cutting speed also will cause low-speed dross, while high-speed cutting will cause high-speed dross. Low-speed dross can be removed relatively easily using a scraper, but high-speed dross can be removed only with a grinder.
Correct Cutting and Assist Gases Make the Cut
Compressed air, oxygen, nitrogen, and a mixture of argon/hydrogen are several of the most commonly used plasma cutting gases. Various combinations of these gases may be used as either the plasma cutting gas or the assist gas to cut different types of material.
Compressed air can be used as both a plasma cutting gas and an assist gas, and it is the most commonly used gas. It works relatively well for most cutting applications with material thicknesses less than 1 in. Generally it is suitable for low-current cutting applications in which material thickness ranges from gauge material to 1/2 in. thick. It leaves an oxidized cutting surface similar to that created by cutting with oxygen. It also is used as the assist gas to cut with air, nitrogen, and oxygen plasma gas.
Oxygen is the plasma gas normally used for cutting carbon steel because it produces high-quality cuts on material thicknesses from gauge to more than 11/4 in. Occasionally oxygen is used as the plasma gas to cut aluminum and stainless steel, but it produces a rough-textured cut edge on them.
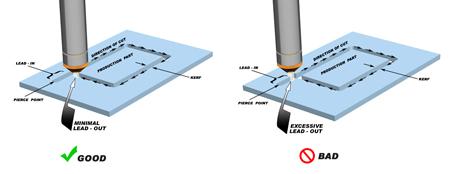
Figure 3 The correct lead-in and lead-out help prevent arc stretching and improve cut quality.
Nitrogen, commonly used as both a plasma cutting gas and an assist gas, produces high-quality cuts on virtually every type of metal. Generally it is suitable for high-current applications in which metal thicknesses are routinely between 2 in. and 3 in. It is commonly used as the assist gas to cut with nitrogen plasma gas, oxygen plasma gas, and argon/hydrogen plasma gas.
An argon/hydrogen mixture is the plasma gas used for cutting stainless steel and aluminum when superior cut quality is desired. It provides excellent cut quality, and it is required for mechanized cutting of any material thicker than 3 in.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




