















Product Manager, Cutting,
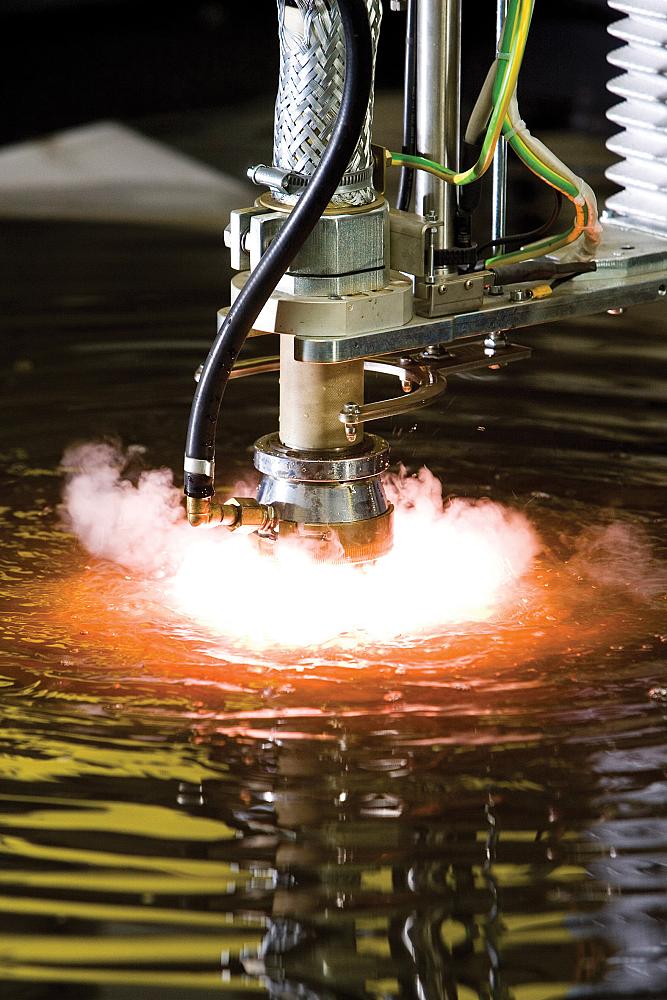
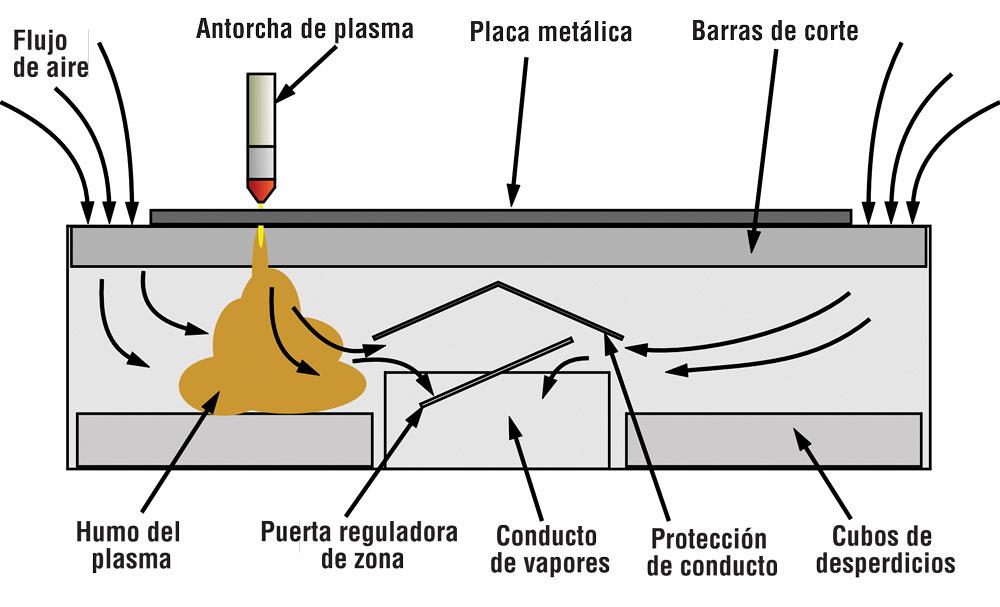
Figura 1
Una mesa para un sistema
de corte térmico hace más que simplemente
contener partes. Puede ayudar
a reducir la distorsión por calor de las
partes; captura humo del proceso de
corte, como lo está haciendo esta mesa
de agua; y minimiza niveles peligrosos
de ruido.
Desde la antorcha de corte y la fuente de poder hasta la mesa de trabajo, cada componente de un sistema de corte térmico CNC tiene un rol en maximizar la productividad y la rentabilidad del corte. La mesa de trabajo del sistema de corte hace mucho más que sostener la placa metálica mientras se cortan contornos (vea la Figura 1). Para aprovechar al máximo lo que una mesa de trabajo de corte puede aportar a su operación es importante considerar algunos criterios clave.
Aun cuando hay muchos diseños de mesa de corte, para el corte con plasma y oxicombustible, la elección de la mesa de trabajo con frecuencia se limita a una mesa de agua o a un sistema seco o de tiro inferior—los dos estilos de mesa más comunes. La función principal de ambos sistemas es contener el polvo y el humo que genera el proceso de corte.
Una mesa de agua con control del nivel de agua (el diseño estándar) puede usarse para el corte con plasma y con oxicombustible (vea la Figura 2). La mayo-ría de los fabricantes recurren a una mesa de agua para corte bajo agua. Este método de corte CNC es usado por talleres de fabricación, centros de servicio de acero y manufactureros similares, en máquinas de corte tanto pequeñas como grandes. El corte con plasma bajo agua sumerge la placa de trabajo de 2 a 4 pulgadas bajo el agua, de forma que la punta de la antorcha y todo el arco queden bajo agua. Durante el corte con plasma bajo agua, el agua absorbe la mayor parte del humo del plasma, eliminando la necesidad de un colector de humo. Para el corte con oxicombustible, el agua no puede estar sobre la superficie de la placa, pero pue-de estar muy cerca de la parte inferior de la placa. Dejar al menos 1 pulgada de profundidad del agua arriba de la charola que va debajo de las barras de corte protege la estructura de la mesa contra daño causado por el rocío de metal fundido. La Figura 3 muestra cómo se ajusta el nivel del agua en una mesa con control del nivel de agua.
El sistema de tiro inferior usa un sopla-dor para extraer el humo del plasma debajo de la placa (vea la Figura 4). Debido a que el volumen y la velocidad del humo del plasma dependen de la aplicación, una mesa de tiro inferior típicamente se configura a la medida para la instalación. Mesas de tiro invertido pequeñas son comunes en talleres donde una celda de trabajo incluye un cortador de plasma sostenido a mano, pero máquinas de plasma CNC más grandes también usan mesas de tiro inferior. Para máquinas CNC pequeñas, una mesa de tiro inferior puede ser una sola zona, lo que significa que la mesa es una sola área abierta debajo de las ba-rras de corte. El estilo de una sola zona es rentable sólo para máquinas de hasta 6 por 12 pies (1.8 x 3.6 metros). Las mesas más grandes se dividen en varias zonas, con puertas reguladoras que se abren y se cierran para que los humos sean extraídos sólo en el área donde la máquina está cortando. La Figura 5 muestra cómo funciona esto.
Para evaluar cuál mesa de trabajo es la mejor para sus necesidades, considere seis puntos clave.
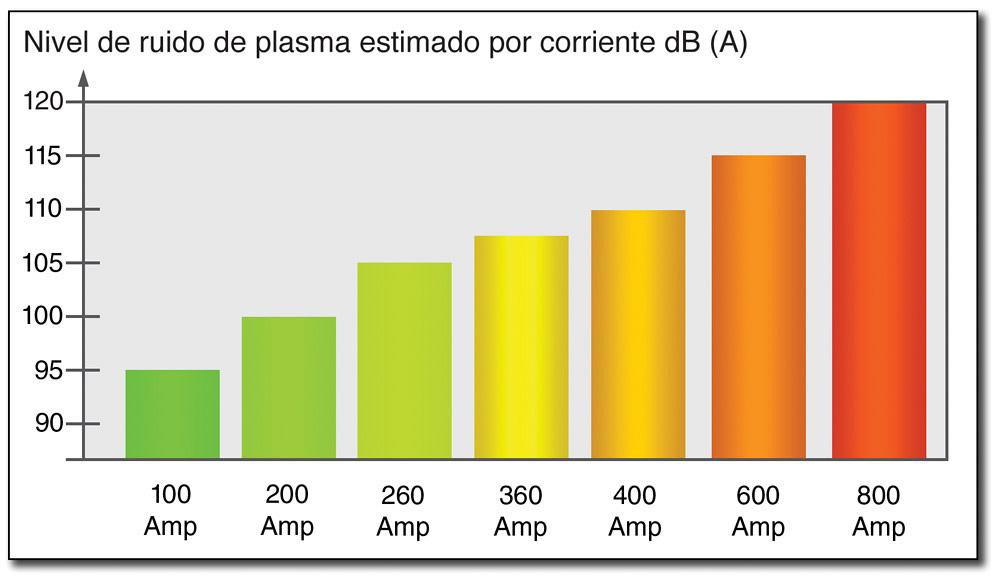
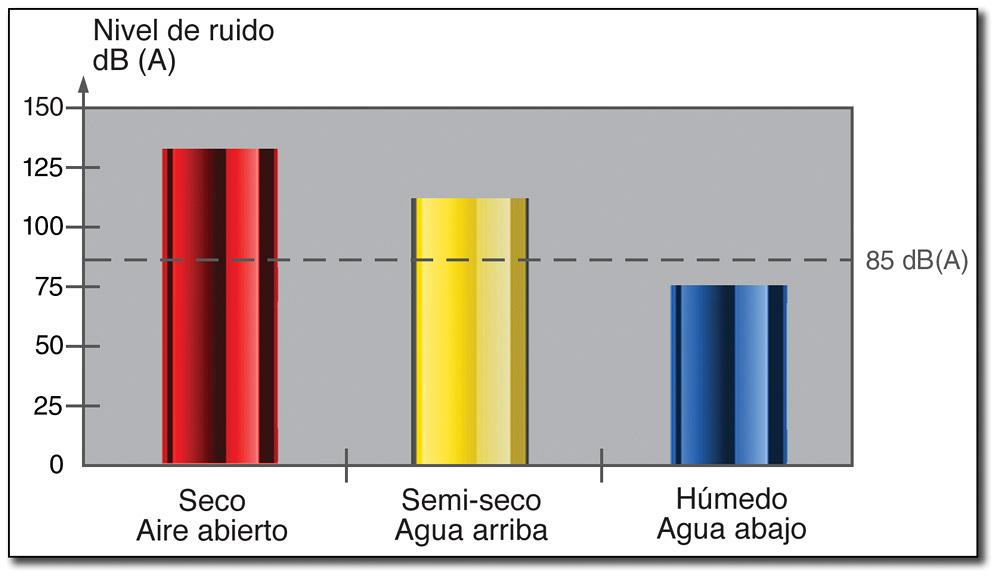
Los niveles de ruido del corte con plasma en seco pueden ser de hasta 120 decibeles (vea la Figura 6). Cuando se trata de controlar el ruido, la mesa de agua tiene una clara ventaja (vea la Figura 7). El corte bajo agua reduce el nivel de ruido que emite el arco de plasma hasta 40 dB. Esto baja el nivel de ruido muy por debajo de 85 dB, el nivel que OSHA considera seguro para exposición continua (8 horas). Particularmente en un taller pequeño, esto puede tener un impacto significativo en el ambiente de trabajo.
Un arco de corte con plasma, como cualquier arco eléctrico, emite un amplio espectro de radiación electromagnética, que va desde luz infrarroja a través del espectro visible y hasta ultravioleta. Los arcos de corte con plasma además pueden ser muy intensos debido a que la corriente del arco típicamente está entre 100 y 800 amperes.
Cuando se corta en una mesa de tiro inferior, el arco de plasma está totalmente expuesto. Por lo tanto, se necesita protección ocular para evitar daño a los ojos. El corte bajo agua ofrece una ventaja pues reduce el brillo del arco y elimina virtualmente la radiación peligrosa. Cuando el arco se sumerge de 2 a 3 pulgadas (50 a 76 mm) bajo agua, todo lo que se ve es un resplandor rojizo-púrpura burbujeante. Aun cuando el operador sigue usando protección ocular, el área de trabajo se vuelve más segura.
La distorsión por calor ocurre cuando parte de una placa de trabajo es calentada y luego enfriada. Esto causa expansión y contracción irregular, y puede dar como resultado problemas con la preparación para soldar o con la precisión de operaciones posteriores. La distorsión por calor también puede afectar el esqueleto o la placa sobrante. Si al esqueleto le quedan muchas secciones delgadas, éstas pueden distorsionarse lo suficiente para causar interferencia con el puente de la máquina de corte.
Cortar bajo agua mantiene la placa más fría, lo que reduce la deformación de las partes cortadas, del esqueleto o de la placa sobrante. La distorsión por calor se reduce especialmente en partes largas y angostas.

Figura 2
Una mesa de agua en la
cual la pieza de trabajo es sumergida en
agua es adecuada para corte con plasma.
En el corte con oxicombustible, la parte
debe estar arriba de la línea de agua. Sin
embargo, en ambos casos, los humos
se minimizan en comparación con una
mesa sin ventilación.
El efecto de enfriamiento del agua también significa que las partes pueden manipularse inmediatamente después del corte (vea la Figura 8). La placa y las partes se calientan mucho más cuando se cortan en una mesa seca, y mientras menor sea la sección transversal de la parte cortada, más concentrado será el calor, empeorando la distorsión. Cuando se corta en una mesa de tiro inferior, las partes pueden permanecer calientes por horas, haciéndolas más difíciles de manejar, lo que representa un riesgo potencial de seguridad.
Para una máquina de corte de contornos con plasma CNC, el costo de la mesa de trabajo puede ser un porcentaje significativo del costo de todo el sistema.
La mesa de agua ofrece una inversión inicial menor que el sistema de tiro inferior. Una mesa de agua es un diseño simple que se instala fácilmente. En comparación, la mesa de tiro inferior es una construcción más compleja con puertas reguladoras e interruptores de actuación. Además, requiere la incorporación de un colector de polvo para filtrar el aire extraído de la mesa y la instalación de conductos a la medida para conectar la mesa con el colector de polvo. Como resultado, una mesa de tiro inferior usualmente cuesta de 40 a 60 por ciento más que una mesa de agua, con una variación del costo que depende del tamaño de la máquina de corte.
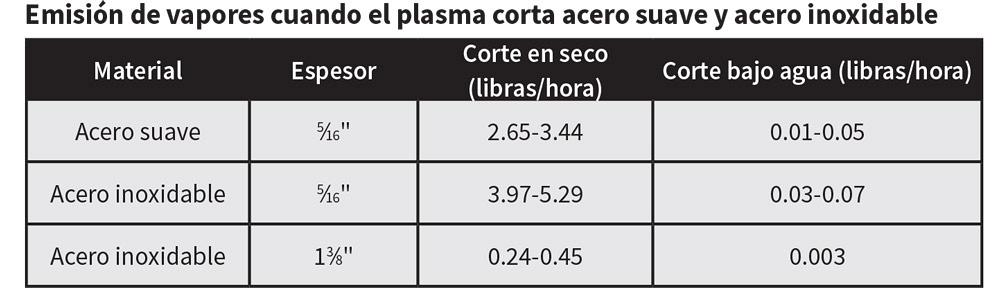
Dependiendo del material que se corte, del amperaje del corte y del nivel del agua, una mesa de agua puede capturar de 90 a 95 por ciento del humo y del polvo generados por el corte con plasma. Cortar con el nivel del agua alrededor de 1 pulgada (25 mm) abajo de la parte inferior del material contiene la mayor parte del humo y del polvo. No se requiere colector de polvo. Si se agrega una cortina de aire, la placa puede sumergirse por completo de 2 a 3 pulgadas (51 a 76 mm) bajo el agua, para que el agua atrape la mayor parte del humo. La cortina de aire usa aire comprimido para crear una burbuja alrededor de la parte frontal de la antorcha, protegiendo el arco de precisión contra el agua. Sin importar el tamaño de la placa en la mesa, el corte con plasma bajo agua captura la misma cantidad de humo y de polvo.
La Figura 9 detalla las emisiones de humo para corte en seco y corte bajo agua.
La mesa de tiro inferior captura casi todo el humo y el polvo, siempre que se cumplan ciertos criterios. Los filtros deben estar en buenas condiciones. Además, debe bajar aire con suficiente velocidad hacia el área abierta de la mesa para evitar que el humo se salga y escape a la captura.
Las mesas de tiro inferior y los sistemas de recolección de polvo están di-señados con porcentajes de cobertura mínima específicos, típicamente entre 50 y 75 por ciento. El sistema de tiro inferior es más efectivo cuando sobre la mesa hay una placa de tamaño máximo, pues esto brinda la máxima velocidad del aire hacia abajo ya que no hay espacios abiertos. Sin embargo, cuando se usan placas más pequeñas, o si buena parte de la hoja ya se cortó y ya se quitó, más parte de la mesa queda expuesta, y la velocidad del aire se reduce, afectando la capacidad de la mesa para contener humo y polvo.
Limpiar la mesa de corte es una de las tareas más difíciles y tardadas asociadas con el corte térmico. La frecuencia de la limpieza depende del ritmo de producción, del espesor de los materiales y del tipo de partes que se corten. Algunos talleres tienen que limpiar sus mesas una vez al mes; otros pueden tardar un año o más.
El diseño de la mesa de agua dicta lo difícil que será la tarea. La mayoría de las mesas de agua tienen charolas extraíbles que pueden quitarse de la mesa y llevarse a otro lado para limpiar la escoria acumulada y restos de las barras de corte. Algunas mesas tienen bastidores de tablillas reclinables que pueden levantarse periódicamente con una grúa aérea para que la escoria acumulada pueda enjuagarse hacia recipientes de escoria más hondos. Luego los recipientes pueden levantarse y vaciarse.
Además de limpiar la acumulación de escoria y gotas, y dependiendo del diseño de la mesa y de la aplicación, una mesa de agua puede necesitar cambio periódico del agua. Siempre habrá una pérdida constante de agua por evaporación, salpicadura y goteo. Para tomar en cuenta esto, la mayoría de las mesas de agua tienen una entrada para suministro de agua de repuesto para rellenado automático cuan-do sea necesario. Es posible que el fabricante nunca tenga que drenar el agua porque ésta es constantemente ciclada, manteniendo la mesa relativamente limpia. En otros casos, el taller puede hallar que la parte inferior de la mesa se llena de lodo, el cual debe quitarse para mantener el sistema funcionando bien.
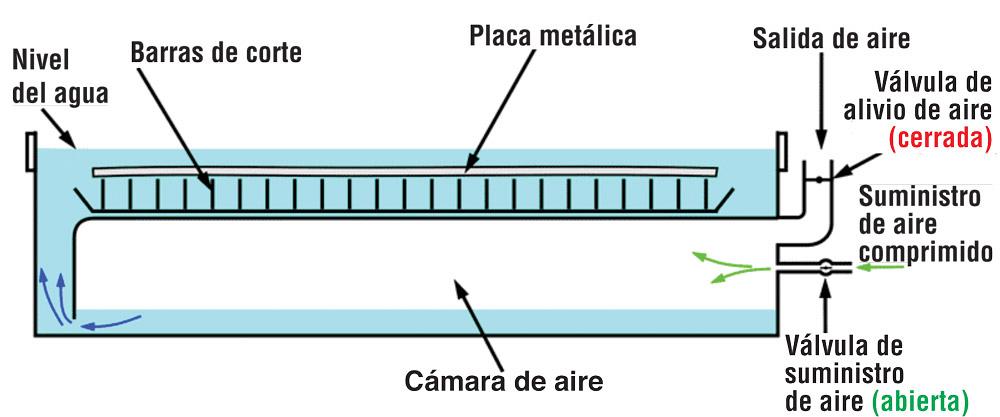
Figura 3
Como lo muestra este dibujo, el nivel del agua en una mesa de agua es
controlado por la introducción o evacuación de aire comprimido. No se necesitan
bombas para ajustar los niveles de agua.
El agua de desecho y los sedimentos drenados de una mesa de agua deben desecharse adecuadamente, pues podrían contener compuestos peligrosos. El cómo se haga depende de lo que se ponga en el agua, incluyendo los tipos de metales cortados y los aditivos químicos usados. Debe probarse una muestra del agua de desecho para determinar si es seguro verterla o vaciarla, o si debe contratarse un proveedor para su disposición y tratamiento.
Las mesas de tiro inferior también deben limpiarse, pero con menos esfuerzo y desorden. Dependiendo del diseño de la mesa, puede ser necesario quitar las ta-blillas y extraer los cubos de escoria para vaciarlos. Hay mesas de tiro inferior con auto-limpieza, pero agregan otro nivel de complejidad y mantenimiento para mantenerlas operando.
El mantenimiento de rutina de una mesa de agua es relativamente sencillo debido a la naturaleza simple de su di-seño. En su forma más simple, una mesa de agua es un tanque. Hasta los sistemas más complejos de mesa de agua tienen poco más que unas cuantas válvulas solenoide, interruptores flotadores, interruptores eléctricos, y quizá algunos cilindros neumáticos.
Un sistema de mesa de tiro inferior, debido a su diseño más complejo, requie-re un nivel más alto de mantenimiento para conservarlo en buenas condiciones operacionales. Muchos de los componentes de la mesa están expuestos al proceso de corte, donde es más probable que se dañen o desgasten. Las mesas más grandes tienen más complejidad debido al número de zonas, cada una de las cuales tiene una puerta reguladora y varios componentes para actuar esa puerta. Además, se suma el colector de polvo a los requerimientos de mantenimiento.
El taller necesita tomar en cuenta el tiempo, esfuerzo y gasto de los requerimientos continuos de mante-nimiento y de limpieza al evaluar el estilo de mesa.
Más allá de estos factores clave, los fa-bricantes deben considerar otros factores, que dependen de la aplicación.
Espesor del material. El acero suave de hasta 2 pulgadas de espesor puede cortarse bajo agua. Esto se logra a 450 amperes usando plasma de oxígeno con la placa sumergida de 2 a 3 pulgadas (51 a 76 mm) bajo el agua. Cortar a menos de 2 pulgadas (51 mm) bajo el agua no reduce suficientemente el ruido y el resplandor del arco. El límite de perforación para el corte con plasma en acero suave es 2 pulgadas. Tratar de cortar bajo agua material más grueso reducirá significativamente la velocidad de corte y generará escoria sustancial en el corte.
El acero inoxidable y el aluminio de hasta 2 pulgadas de espesor pueden cortarse con plasma bajo agua. Esto se logra a 600 amperes con plasma de nitrógeno, o usando hasta 720 amperes con plasma de inyección de agua. Como con el acero suave, la placa se sumerge de 2 a 3 pulgadas (51 a 78 mm) bajo el agua. Menos de 2 pulgadas (51 mm) de agua no reducirán el nivel de ruido y el resplandor del arco por abajo de límites aceptables.
Calidad del corte. El corte con plasma bajo agua no se recomienda para placa delgada de menos de 0.25 pulgadas de espesor. La cortina de aire puede causar problemas con la calidad del corte, y es muy probable que la placa se mueva.
Ya sea que una parte de acero suave se corte en una mesa de agua o en una mesa de tiro inferior, cuando está recién cortada y se expone al ambiente, la parte se corroe rápidamente. Este problema es mayor con una mesa de agua. El calor del proceso de corte y la humedad agregada arriba de una mesa de agua pueden ace-lerar la corrosión, causando que las partes recién cortadas se oxiden. La manera más fácil de evitar este problema es usando químicos inhibidores de oxidación en la mesa de agua. Esto impide la formación de oxidación en las partes cortadas, en la placa sobrante y en la mesa de corte en sí.

Figura 4
Los fabricantes necesitan
considerar todos los elementos de un
proceso de corte térmico para asegurar
la captura completa de humos, incluso
en mesas muy grandes.
Mientras que una mesa de tiro infe-rior produce de manera consistente buena mesa de agua puede verse afectada por cortar bajo agua. Dependiendo del espesor y de los ajustes del plasma, el agua podría causar que más escoria se adhiriera al borde inferior de las partes y podría también afectar la calidad de corte del borde induciendo ondulaciones. Sin embargo, la mayor parte del corte bajo agua alcanza los mismos resultados que el corte en seco cuando se usa una cortina de aire y se siguen los parámetros y los procedimientos correctos.
El efecto de enfriamiento del agua en un borde recién cortado con plasma crea cierto endurecimiento. Esto puede representar un problema para bordes que serán maquinados, o puede causar problemas con los códigos y regulaciones para cons-trucción estructural y de puentes.
En años recientes, las mesas de agua han ganado popularidad sobre los sistemas de tiro inferior, pero ambos estilos de mesa tienen su sitio. Una evaluación concienzuda de los criterios clave es la única forma de evaluar la mejor mesa para un taller.


FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}