















Product Manager, Cutting,

Figure 1
A table for a thermal cutting system does more than simply
hold parts. It can help to reduce heat distortion of
parts; capture smoke from the cutting process, as this water
table is doing; and minimize dangerous noise levels.
From the cutting torch and power supply to the worktable, every component of a CNC thermal cutting system plays a role in maximizing cutting productivity and profitability. The cutting system worktable does much more than hold the metal plate while shapes are being cut (see Figure 1). To take full advantage of what a cutting worktable can bring to the table for your operation, it’s important to consider some key criteria.
While there are many cutting table designs, for plasma and oxyfuel cutting, worktable choice often comes down to either a water table or a dry or downdraft system—the two most common table styles. The primary function of both systems is to contain the dust and smoke the cutting process generates.
A water table with water level control (the standard design) can be used for both plasma and oxyfuel cutting (see Figure 2). Most fabricators turn to a water table for underwater cutting. This CNC cutting method is used by fab shops, steel service centers, and manufacturers alike on cutting machines both small and large. Underwater plasma cutting submerges the work plate below 2 to 4 inches of water, so that the torch tip and entire arc are below water. During underwater plasma cutting, the water absorbs the majority of the plasma smoke, eliminating the need for a dust collector. For oxyfuel cutting, the water can’t be above the plate surface, but it can be very close to the bottom of the plate. Leaving at least 1 in. of water depth above the tray under the burning bars protects the table structure from damage caused by the molten metal spray. Figure 3 shows how the water level is adjusted in a table with water level control.
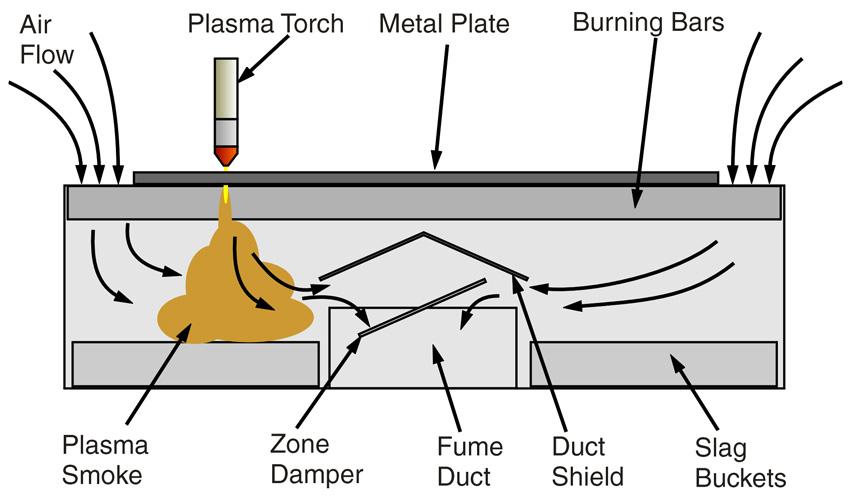
The downdraft system uses a blower to extract plasma smoke below the plate (see Figure 4). Because the volume and velocity of plasma smoke depends on the application, a downdraft table is typically custom-configured for the installation. Small downdraft tables are common in shops where a workcell includes a hand-held plasma cutter, but larger CNC plasma machines also use downdraft tables. For small CNC machines, a downdraft table might be a single zone, meaning the table is all one open area underneath the burning bars. The single-zone style is cost-effective only for machines up to 6 by 12 feet. Larger tables are divided into multiple zones, with dampers that open and close so that fumes are extracted only in the area where the machine is cutting. Figure 5 shows how this works.
To evaluate which worktable is best for your needs, consider six key points.
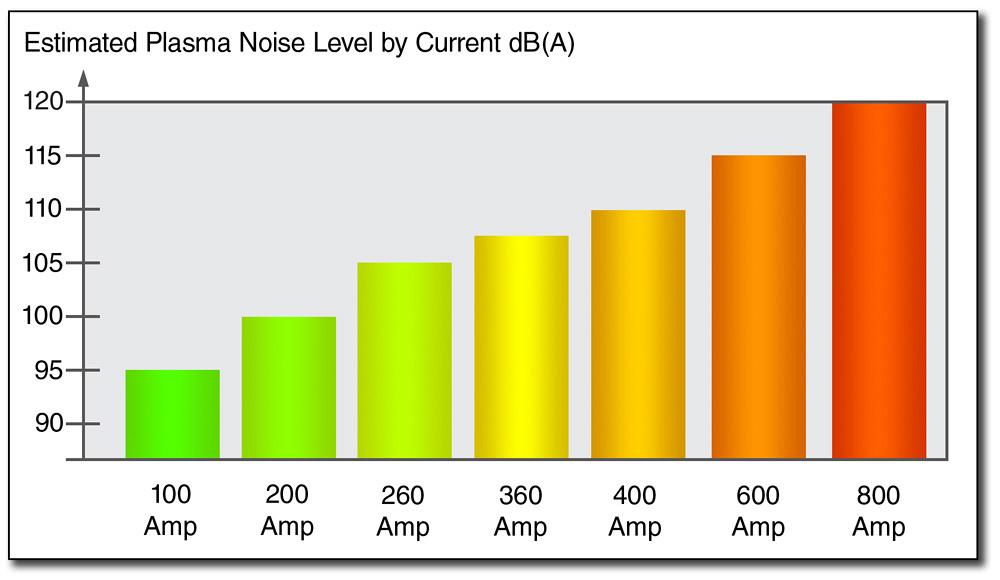
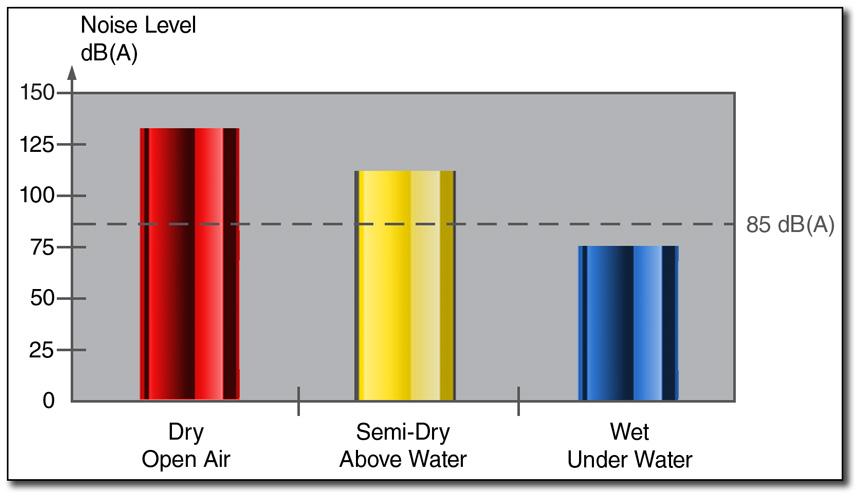
Noise levels from dry plasma cutting can be as high as 120 decibels (see Figure 6). When it comes to controlling noise, the water table has a clear advantage (see Figure 7). Cutting underwater reduces the noise level the plasma arc emits by as much as 40 dB. This brings the noise level well below 85 dB, the level that OSHA deems safe for continuous (8-hour) exposure. Particularly in a small shop, this can make a significant impact on the working environment.
A plasma cutting arc, like any electric arc, gives off a broad spectrum of electromagnetic radiation, which ranges from infrared light through the visible spectrum and into ultraviolet. Plasma cutting arcs also can be very intense because the arc current is typically anywhere from 100 to 800 amps.
When cutting on a downdraft table, the plasma arc is fully exposed. Therefore, eye protection is necessary to prevent eye damage. Cutting underwater offers an advantage as it reduces the brightness of the arc and virtually eliminates hazardous radiation. When the arc is submerged under 2 to 3 in. of water, all that’s visible is a bubbling reddish-purple glow. While the operator should still use protective eyewear, the working area is made safer.
Heat distortion occurs when part of a work plate is heated and then cooled. This causes uneven expansion and contraction and can result in problems with welding fit-up or accuracy of subsequent operations. Heat distortion also can affect the skeleton or leftover plate. If the skeleton has lots of thin sections remaining, they can distort enough to cause interference with the cutting machine gantry.
Cutting underwater keeps the plate cooler, which reduces warping of the cut parts, the skeleton, or scrap plate. Heat distortion is especially reduced on long and narrow parts.

Figure 2
A water table on which the workpiece is submerged in
water is suitable for plasma cutting. In oxyfuel cutting,
the part must be above the water line. In both instances,
however, fumes are minimized when compared to a
nonventilated table.
The cooling effect of the water also means that parts can be handled immediately after cutting (see Figure 8). The plate and parts get much hotter when they are cut on a dry table, and the smaller the cross section of the cut part, the more concentrated the heat will be, making distortion worse. When cut on a downdraft table, the parts can remain hot for hours, making them more difficult to handle, and potentially posing a safety risk.
For a large CNC plasma shape-cutting machine, the cost of the worktable can be a significant percentage of the entire system cost.
The water table offers a lower initial investment than the downdraft system. A water table is a simple design that is easily installed. By comparison, the downdraft table is a more complex construction with moving damper doors and actuator switches. It also requires the addition of a dust collector to filter the air pulled from the table and the installation of custom-made ductwork to connect the table to the dust collector. As a result, a downdraft table usually costs 40 to 60 percent more than a water table, with cost varying depending on the size of the cutting machine.
Depending on the material being cut, cutting amperage, and the water level, a water table can capture 90 to 95 percent of the smoke and dust generated by plasma cutting. Cutting with the water level about 1 in. below the bottom of the material contains most of the smoke and dust. A dust collector is not required. If an air curtain is added, the plate can be fully submerged under 2 to 3 in. of water, so that the water traps almost all of the smoke. The air curtain uses compressed air to create a bubble around the front end of the torch, protecting the precision arc from the water. No matter the size of the plate on the table, underwater plasma cutting captures the same amount of smoke and dust.
Figure 9 details the fume emissions for dry cutting and underwater cutting.
The downdraft table captures nearly all of the smoke and dust, provided certain criteria are met. Filters must be in good working condition. Also, sufficient air velocity must be moving downward into the open area of the table to prevent the smoke from billowing out and escaping capture.
Downdraft tables and dust collector systems are designed with specific minimum coverage percentages, typically between 50 and 75 percent. The downdraft system is most effective when a full-size sheet is on the table, as this provides plenty of downward-moving air velocity because there are no open spaces. But when smaller sheets are used, or if much of the sheet has already been cut and removed, more of the table is exposed, and air velocity is reduced, affecting the table’s ability to contain smoke and dust.
Cleaning the cutting table is one of the more difficult and time-consuming jobs associated with thermal cutting. The frequency of cleaning depends on the production rate, material thickness, and the type of parts that are cut. Some shops have to clean their tables as often as once a month; others may go for a year or longer.
The design of a water table dictates how difficult the task will be. Most water tables have lift-out trays that can be removed from the table and taken elsewhere to clear out the accumulated slag and remnants of the burning bars. Some tables have tilting slat frames that can be raised periodically with an overhead crane so that accumulated slag can be washed down into deeper slag buckets. The buckets then can be lifted out and emptied.
In addition to cleaning out the slag and drop accumulation, and depending on the table design and the application, a water table may need periodic water replacement. There will always be some constant water loss because of evaporation, splashing, and dripping. To account for this, most water tables have a makeup water supply input to automatically refill when necessary. The fabricator might never need to drain the water because it is constantly turned over, keeping the table relatively clean. In other cases, the shop may find that the bottom of the table fills with silt, which must be removed to keep the system working properly.
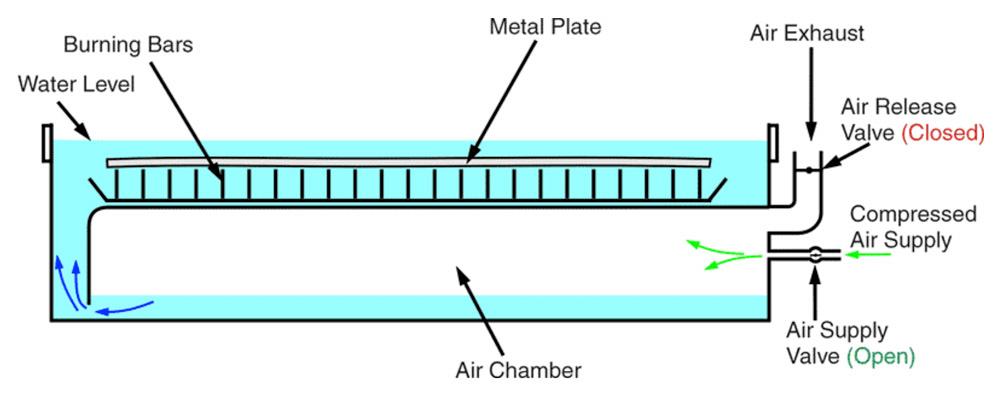
Figure 3
As this drawing shows, the water level on a water table is controlled by the introduction or evacuation of compressed air. Pumps aren’t needed to adjust water levels.
The wastewater and sludge drained from a water table must be disposed of properly, as it could contain hazardous compounds. How this is done depends on what is put into the water, including the types of metals cut and any chemical additives used. A sample of the wastewater should be tested to determine whether it’s safe to dump or drain or whether an outside supplier must be sourced for disposal and treatment.
Downdraft tables must also be cleaned, but with less effort and mess. Depending on the table design, it may be necessary to remove the slats and lift out the slag buckets to empty them. Self-cleaning downdraft tables are available, but they add another level of complexity and maintenance to keep them running.
Routine maintenance and upkeep of a water table is relatively simple because of the simple nature of its design. In its simplest form, a water table is just a tank. Even the most complex water table systems have little more than a few solenoid valves, float switches, electrical switches, and maybe a few pneumatic cylinders.
A downdraft table system, because of its more complex design, requires a higher level of maintenance to keep it in good working order. Many of the table components are exposed to the cutting process, where they are more likely to be damaged or worn. Larger tables have more complexity because of the number of zones, each of which has a damper door and several components to actuate that door. Also, the dust collector adds to the maintenance requirements.
The shop needs to factor in the time, effort, and expense of ongoing maintenance and cleanup requirements when evaluating table style.
Beyond these key criteria, fabricators should weigh other factors, which depend on the application.
Material Thickness. Mild steel up to 2 in. thick can be cut underwater. This is achieved at 450 amps using oxygen plasma with the plate submerged below 2 to 3 in. of water. Cutting less than 2 in. underwater does not sufficiently reduce the noise and arc glare. The piercing limit for plasma cutting on mild steel is 2 in. Attempting to cut underwater on thicker material will significantly reduce cut speed and generate substantial dross on the cut.
Stainless steel and aluminum up to 2 in. thick can be plasma-cut underwater. This is achieved at 600 amps with nitrogen plasma or using up to 720 amps with water-injection plasma. As with mild steel, the plate is submerged below 2 to 3 in. of water. Less than 2 in. of water will not reduce the noise and arc glare below acceptable limits.
Cut Quality. Underwater plasma cutting is not recommended for thin plate less than 0.25 in. thick. The air curtain can cause issues with cut quality, and the plate is too likely to move.
Whether a mild steel part is cut on a water table or a downdraft table, when freshly cut and exposed to the environment, the part quickly corrodes. This is more of an issue with a water table. The heat of the cutting process and the added humidity above a water table can accelerate corrosion, causing newly cut parts to rust. The easiest way to prevent this problem is by using rust-inhibiting chemicals in the water table. This deters the formation of rust on cut parts, any remnant plate, and the cutting table itself.

Figure 4
Fabricators need to consider all elements of a thermal cutting process to ensure complete capture of fumes, even over very large tables.
While a downdraft table yields consistently good cut quality for mild steel applications, cut quality on a water table can be affected by cutting underwater. Depending on thickness and plasma settings, the water might cause more dross to adhere to the bottom edge of the parts and might also affect the cut edge quality by inducing ripples. However, most underwater cutting achieves the same results as dry cutting when an air curtain is used and the proper parameters and procedures are followed.
The quenching effect of water on a freshly plasma-cut edge creates some hardening. This may pose a problem for edges that will be machined or may cause issues with structural or bridge construction codes and regulations.
In recent years, water tables have gained popularity over downdraft systems, but both table styles have their place. A thorough look at key criteria is the only way to evaluate the table best for a shop.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}