















Professor Emeritus and Director - Center for Precision Forming
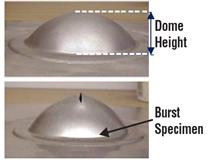
Figure 1: At top is a cross-sectional schematic of a biaxial bulge test set up at the CPF. In the test samples at bottom, the higher the dome height at burst, the better the formability of the tested sheet material.1
Editor's Note: This article is part of a three-part series. Part I categorizes defect types and discusses the factors that affect formed part quality; Part II covers various destructive and nondestructive tests for evaluating incoming material; and Part III is an introduction to process monitoring systems.
Two major types of variation in incoming sheet coil are material properties and coil thickness. Various tests, both destructive and nondestructive, are used to determine these variations.Tensile Testing
Tensile tests can be conducted for each batch of incoming sheet coil or heat, but variation of material properties within the coil or heat is difficult to determine without extensive testing.
The tensile test, which is a destructive test, determines material properties in only one direction—for example, the direction of the sample length. In stamping, however, deformation is biaxial because the material usually is stretched and formed in two directions parallel to the surface of the sheet.
Usually tensile test data includes yield strength, tensile strength, and total elongation. Total elongation is an indication of material formability, but it includes deformation after necking of the tensile sample. Therefore, the strain hardening coefficient or uniform elongation defines formability more accurately.
The biaxial bulge test (see Figure 1 top) is another destructive test method for determining the sheet material properties. In this test, the maximum effective strain achievable without local necking is much larger (usually double) than that in the tensile test. Material properties obtained from bulge tests emulate real-world stamping conditions. Therefore, it is a better test to obtain reliable material property data (especially flow stress data for finite element simulation purposes).
The bulge test is an especially suitable formability indicator. A sheet sample is clamped rigidly in the tools and bulged under pressure until it fractures (see Figure 1 bottom). The burst pressure and burst dome height are recorded. Burst height indicates the formability of the material. The higher the dome height of a material at fracture, the better the formability of that material.
Figure 2 describes a nondestructive material testing method based on the principle of eddy current. In this testing method, an eddy current is induced in the uncoiled blank material. The current values are measured and correlated to sheet material properties such as the yield strength, tensile strength, and uniform/total elongation. The method can be applied only to conducting materials.
To ensure consistent and exact correlation between the eddy current readings and the material properties of the tested coil, the system must undergo a teaching or calibration phase.
This teaching phase involves testing a few blanks from different batches, coils, or heats in two ways:
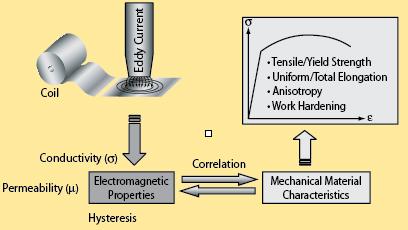
Figure 2: The eddy current system is one method of nondestructive testing. 2
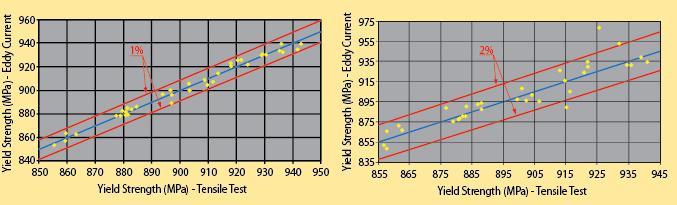
Results from both evaluation methods are correlated to establish a relationship between the two tests. The teaching phase is followed by a validation phase to verify the correlation model (see Figure 3).
Implementing an eddy current-based material property sensor in production allows the possibility of measuring the material properties of every blank fed to the press. The developed system has been tested and validated for numerous sheet materials and is commercially available for quantitative determination of sheet material properties.
Material properties can be determined with accuracy comparable with a tensile or bulge test. The substantial difference with eddy testing is that the sheet material can be tested nondestructively and online during the production cycle. Also, no sample preparation is required. The material will neither be deformed nor devalued during the testing procedure and can be processed and formed further.
This column was prepared by Ajay D. Yadav, graduate research associate, of the Center for Precision Forming (CPF), The Ohio State University, for Taylan Altan, professor and director of the CPF, 339 Baker Systems, 1971 Neil Ave., Columbus, OH 43210-1271, 614-292-9267, www.cpforming.org. The CPF conducts research and development; educates students; and organizes workshops, tutorials, and conferences for the industry in stamping, tube hydroforming, forging, and machining.

Professor Emeritus and Director - Center for Precision Forming


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}