















Graduate Research Associate, ERC/NSM
Editor's Note: This article is Part II of a three-part series that discusses multipoint-control (MPC) die cushion systems applied to the forming of stainless steel double sinks. Part I, which appeared in the September issue, discussed novel press and design concepts using MPC systems. Part III, which will appear in the November issue, will discuss blank holder force prediction in MPC systems.
This column was prepared by Ajay Yadav of the Center for Precision Forming (CPF), The Ohio State University, Taylan Altan, professor and director.
In deep drawing complex, asymmetrical parts such as kitchen sinks, the blank holder force (BHF) needs to be controlled locally to regulate precisely the flow of sheet metal.
In a multipoint-control (MPC) blank holder system, several individually programmable cushion pins are placed around the blank perimeter, and an appropriate BHF is selected at each pin location. Local control of the BHF in select cushion pins allows control of material flow in localized regions. The flexible BHF control of an MPC system allows forming of a range of product designs in different sheet materials and thicknesses.
In the competitive production of kitchen sinks, high surface quality is of paramount importance. Part I discussed a press design equipped with an MPC system that eliminates press ram tilting that can be caused by eccentric loads during forming. The resulting forming process meets the reproducibility and surface quality requirements for deep drawing stainless steel sinks and similar components.
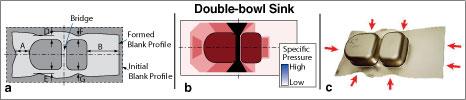 |
| Figure 1 b. A high blank holder pressure is required at the central bridge between the two bowls to prevent material flow from the bridge into either bowl. c. This stainless double-bowl sink is defect-free after a first draw of 7 inches. Source: K-J Pahl, "New Developments in Multi-Point Die-Cushion Technology," Journal of Materials Processing and Technology, Vol. 71, No. 1 (1997), pp.168-173. |
In deep drawing of kitchen sinks, circumferential compressive stresses in the flange corners lead to thickening of the sheet metal. Thus, flange thickening is higher at the corners of the bowl.
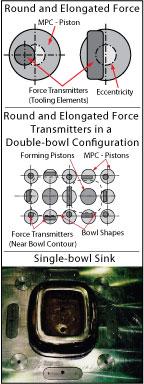 |
| Figure 2 Force transmitters apply force from MPC pistons with large cross-sectional areas to specific locations on the blank holder. |
The thicker flange in the bowl corner tends to result in higher blank holder surface pressures, which tend to reduce the blank holder surface pressures acting on the flange in the straight sides of the bowl and cause wrinkles. With an MPC system, the local blank holder pressure in the straight sides of the bowl can be increased to eliminate wrinkles.
The stability of the bridge area in a double-bowl sink is critical. Material from this region cannot be used for the drawing of the bowls. All the deep-drawn material has to be fed in from the three remaining sides. Thus, the local blank holder pressure at the bridge has to be relatively high to prevent metal flow in this area (see Figure 1).
Any one sink manufacturer might produce several single- and double-bowl sinks with different bowl sizes and overall sink dimensions. An MPC unit has to incorporate the flexibility to accommodate the range of drawing tools needed for different model geometries.
The use of force transmitters eliminates the need to reposition individual MPC cylinders to accommodate different bowl geometries. Different shapes and sizes of force transmitters can be selected to achieve and optimize the desired local blank holder pressure distribution.
Figure 2shows round and elongated force transmitter geometries used to apply force to the blank holder from MPC pistons that have large cross-sectional areas. Force transmitters can be positioned in eccentric locations to ensure the application of the BHF as desired for the range of bowl shapes and sizes.
The BHF required in each pin depends on bowl geometry, sheet material, and thickness. BHF determination by trial and error is expensive and time-consuming. Part III will discuss a simulation-based methodology to estimate BHF in each cushion pin to form a good part with no wrinkles and reduced thinning distribution.
After the desired blank holder pressure is applied, the forming elements or punches are actuated, and the drawing function is performed. Figure 3shows a flexible MPC system with two forming punches for a double-bowl sink configuration.
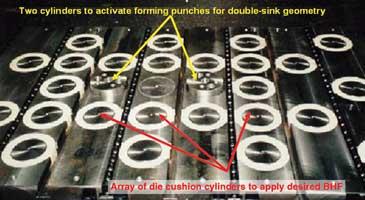 |
| Figure 3 In a flexible MPC system with two forming punches for a double-bowl sink configuration, the press bed holds cylinders to activate the punches as well as die cushion cylinders. Source: www.dieffenbacher.de. |
Taylan Altan is a professor and director of the Center for Precision Forming (CPF), The Ohio State University, 339 Baker Systems, 1971 Neil Ave., Columbus, OH 43210-1271, 614-292-9267, www.cpforming.org. The CPF conducts research and development; educates students; and organizes workshops, tutorials, and conferences for the industry in stamping, tube hydroforming, forging, and machining.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





