















Editor-in-Chief
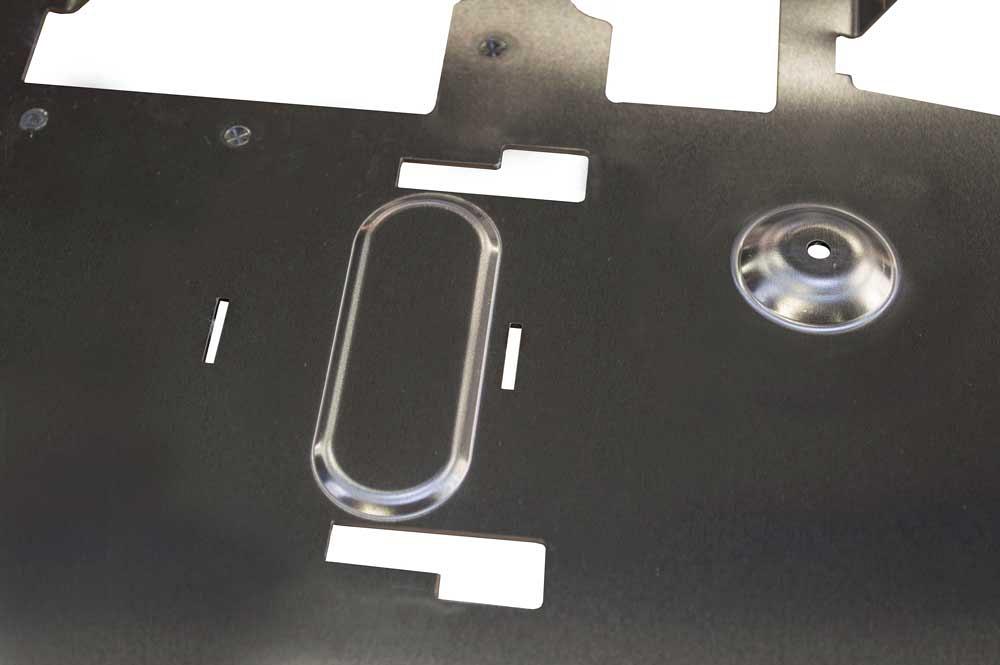
Figure 1
All of the features on this part were laser-cut and punched on a combination machine.
Dan Aronson, the president of P&A Metal Fab Inc., Clackamas, Ore., was faced with the metal fabricating version of the chicken-or-egg question: Should the shop invest in new laser cutting and punching technology and wait for business to fill the new capacity, or should the customers be chased and lined up, pushing the shop’s capacity utilization up, before a new investment in fabricating technology is made?
It wasn’t the first time that the metal fabricator had been through this type of purchasing decision. The business, founded in 1978 by Aronson’s father in a two-car garage not far from the shop’s present location, has relied on new fabricating technology over the years to stay ahead of competitors, whether they were low-cost overseas sources or large Midwest firms with big reputations. That includes the latest in CO2 laser cutting machines for sheet and tube, CNC tube bending equipment, CNC press brakes, robotic welding cells, and even modular welding tables. The goal of every purchase was to minimize setup and operator involvement and maximize repeatability of fabricating activities.
Unlike other shops, P&A Metal Fab had a laser/punch combination machine at the heart of its sheet metal processing. In fact, it was 17 years old, and it was the focus of the new-equipment-or-new-customers conundrum that Aronson faced. The combination machine had done the job well over the years, helping the shop floor turn around parts with punched holes, embossed features, and unique laser-cut geometries quickly and without having to worry about parts heading to downstream operations. But the six-shelf material storage tower that was attached to the combination machine was starting to show its age a bit more. Replacement parts for the tower were getting hard to find, and with each year that passed, the fresh-faced technicians that were available for service calls lacked an in-depth knowledge about the tower and its components.
Driven by members of the manufacturing team who were excited to take on new technology, Aronson made the decision to replace the older laser/punch. A team of four employees spent early 2016 researching the sheet metal fabrication market to find a replacement. Based on some feedback from a trusted adviser who had spent some time in the metal fabricating industry and their own investigation, Aronson and his team purchased a Prima Power LPe6f laser/punch combination machine in the summer of 2016.
Following are the reasons that a laser/punch combo works for P&A Metal Fab and why it might work for other fabricators as well.
After clearing out a 60- by 100-foot space for the new equipment and about 10 weeks of installation, P&A Metal Fab started “making some decent parts with it,” Aronson said. Anything 10 gauge or thinner was sent to the combination machine for processing.
“It’s the product mix that the machine can handle. There’s just tremendous flexibility,” he said. “For example, we can do forming on it. It’s like a little press brake.”
One of the examples that Aronson used to demonstrate the machine’s flexibility was a part for a customer in the gaming industry. This gaming unit door, made of 0.060-in. aluminum and about 2 by 2 feet in size, had several holes that were punched on it and some embossed features, which could easily be taken care of with the right tool. The fiber laser could then rapidly cut the large part from the sheet once the internal features were cut and created.
“This is definitely the right tool for us,” Aronson said (see Figure 1).
He added that P&A Metal Fab is doing quite a bit of tapping on its new laser/punch as well (see Figure 2). This is not being done with a tapping tool that attaches to the machine, however. Aronson said he purchased a large-station tapping tool that holds up to six different taps and accompanying software. (The Prima Power turret has 20 stations, with some stations being able to accommodate multitools. The smallest station is 1.25 in.) While not an inexpensive investment, the tooling has been put to good use, and the tool’s performance actually convinced Aronson to purchase a backup tool to avoid downtime should one of the tapping tools break or need maintenance.

Figure 2
P&A Metal Fab is using tap tooling so frequently on parts processed on its laser/punch combination machine that it purchased backup tooling to avoid too much downtime should something occur to the tooling in the turret.
The next big area of focus is using more of the machine’s forming capabilities. Aronson said that the little flanges on some of the parts for the gaming industry customers easily could be made on the laser/punch machine.
“There are a lot of little ¼-in.- and 3/8-in.-OD bends that we could probably do on the combination machine instead of on the press brake,” Aronson said.
“There is a lot to learn, especially when you have this much going on,” he added.
When the search for a new laser/punch combination machine commenced, the P&A Metal Fab reconnaissance team knew it wanted to explore fiber laser technology. They were keenly aware of the speed at which laser cutting machines with this type of laser diode power source can cut.
“If you are talking about 12-, 14-, or 16-gauge steel, it rips through the material. CO2 lasers can’t even touch it,” Aronson said.
That was perfect for all of the thin-gauge material that was destined for the 4-kW laser on the new combination machine. Thicker materials, from about 0.1875 to 0.75 in., still are cut on two 7-year-old CO2 lasers.
The servo-electric punch is a lot faster than older hydraulic-powered technology. Features such as automatic tool length measurement, optimization of stroke length, and easy adjustment of the punching stroke help to contribute to faster setups. The punching speed, tool rotation, and tool changeover time have improved over the years as well.
How much faster is this machine than the old 2-kW laser/punch combo? When it comes to cutting a 36- by 120-in. sheet for four of the previously mentioned gaming doors—and accompanying parts—the new equipment can finish a sheet in 15 minutes, three times faster than the 2-kW combination machine.
That’s good news for P&A Metal Fab as they will be producing hundreds of these parts in the coming months, and the shop still can accommodate new jobs because of the new machine’s speed.
P&A Metal Fab had a COMBO FMS® installed with the LPe6f to assist with automated material and parts storage and delivery. In Figure 3, two towers are to the right of the machine. Combined, the towers have 12 cassettes for raw material and five shelves for parts.

Figure 3
The two towers with 17 cassettes for material and parts storage keep the combination system producing even when operators may not be around to superviser it.
The system delivers sheets of different materials, depending on what’s stored in which cassette and what has been programmed into the software, to a staging area before they are sent to the cutting and punching area. Pallets of finished and sorted parts can be stored in dedicated tower shelves. The finished-parts cassettes can be used for intermediate storage or as a buffer for downstream processes, such as bending.
What Prima calls a Loading and Stacking Robot (LSR) moves the sheet from staging to the machine’s processing table. When parts are completed after laser cutting or punching, the LSR can pick up those parts, if they are at least 4 by 4 in., and deposit them on a pallet. Smaller parts exit the machine via different sorting methods.
“It’s drag-and-drop programming for the sorting of parts,” Aronson said. “You tell it where you want the parts stacked, and it will stack the parts there.”
The machine also has a conveyor underneath the processing table that helps to move certain parts to a central collection spot (see Figure 4). Instead of using just one collection box, P&A Metal Fab purchased the SU-9 rail-based sorting bin system, comprising three large bins, roughly 3 by 4 ft., that each can be divided into three individual collection points. A motorized, chain-driven assembly moves the appropriate box into place to retrieve the part as the processing is taking place. If all of the bin options are being utilized, a fabricator can have nine different collection points for parts coming off the combination machine.
“The big difference when comparing this to the old combination machine is that the older machine didn’t sort any parts. Everything was microtabbed onto the skeleton,” Aronson said. “So when we came in the next day, we had two people sorting parts and shaking them out of the skeletons. Then we had to detab the parts.”
Instead of two part sorters, P&A Metal Fab now has only one removing parts from the pallets stored in the tower and tagging them for various downstream jobs. It’s still sorting, but not nearly as labor-intensive as it once was.
When a sheet is complete on the laser/punch combination machine, an unloading device moves the skeleton to a scrap table. Meanwhile, the LSR has already moved another sheet of material into the staging area and is ready to move another sheet onto the processing table to start the process over again.
The automated storage and retrieval system and parts handling and sorting have enabled P&A Metal Fab to run jobs unattended overnight or over a weekend, Aronson said. Sometimes parts tip up or something triggers a sensor in the cell, which shuts down the entire system, but the control system sends out notices about the situation to key shop floor personnel. They are then able to take steps to figure out what tripped the sensor, correct it, and set the machine again for unattended operation.
It should be noted that P&A Metal Fab also purchased a nitrogen generator at the same time it brought in the new laser/punch combination machine. (For more on the nitrogen generator, see the “Fabricating a new approach to nitrogen generation” sidebar.) The metal fabricator had customers that demanded laser-cut parts have no oxide edges on them, so that they are in better shape for powder coatings to adhere to those edges. This means that nitrogen has to be used as an assist gas during laser cutting, and fiber lasers are known to consume a lot of nitrogen as they zip around a nest. (Nitrogen is much more expensive than oxygen. Oxygen is frequently used for laser cutting, but it also leaves the oxide edge that many OEM customers don’t want.)
“About 95 percent of the time, we are using nitrogen from this generator,” Aronson said.

Figure 4
Parts sorting is simplified for P&A Metal Fab because certain fabricated parts are deposited into bins underneath the combination machine.
With the machine in place for about a year now, Aronson said that his team has gotten “really good at using it.” That’s good timing because the shop is having one of its best years in recent memory. In this equation, it was good that the fabricating capability was in place before the demand overwhelmed the shop.
“We’re fortunate to have the foresight that we did. We are very busy right now. If we didn’t have this combination machine, we would be having a tough time,” he said.
P&A Metal Fab Inc., 503-655-2389, www.pametal.com
Prima Power North America Inc., 847-952-6500, www.primapower.com
Greg Burns is a mechanical engineer who is not afraid to fabricate his way out of a situation.
Follow this storyline: Burns has raced motorcycles since he was 12 years old, first in motocross and later in desert racing. Along the way, he was always looking to improve the performance of his motorcycles, so he was always tinkering with components. Around 2002 the emergence of powerful four-stroke motorcycles changed the nature of off-road racing. One of the negatives associated with this new style of motorbikes was that they chewed up aluminum sprockets, with most lasting about 15 hours. Burns went to work and patented a new high-alloy steel sprocket design that has a lifetime of at least 1,000 hours. Today he operates Dirt Tricks out of his shop, and he has a loyal following in the off-road racing circuits.
This background is important to know because Burns is also a machinery builder and a job shop owner. He has been designing and building ring rolling machinery for the aerospace forging industry since 1981. (These machines create the seamless rolled rings that are used in single-turbine jet engines.) in the 1990s he started buying his first CNC equipment to make his machinery. After farming out laser cutting for his sprocket business for just over 10 years, he finally reached sales that allowed his shop to justify the purchase of a fiber laser.
“I needed to do a nitrogen cut in 0.25-in. alloy steel, and everything pointed to a 4-kW fiber,” Burns said. “But before we took possession of that machine, we knew that the consumption of nitrogen was going to be significant.”
Before taking possession of a Mazak Optiplex laser cutting machine in July 2013, he and his team of engineers went to work to find out what it took to build a nitrogen generator. Plenty of people provided general guidance, according to Burns, but no one actually provided all of the details. Finally, he found the people who patented the first pressure swing adsorption (PSA) nitrogen generator, and Burns hired them as consultants. They pointed him in all the right directions.
Burns Machinery built the first prototype in 2014, and the company sold its first official system in October 2015. The PSA nitrogen generator separates nitrogen molecules from a compressed air feed. Activated carbon, which Burns describes as looking like broken pencil lead, is the material used to separate the molecules. As the compressed air makes its way through the carbon molecular sieve, oxygen molecules are captured, and nitrogen molecules reach the top. That pure nitrogen is then fed into another tower. When the nitrogen is transferred, the other tower releases the captured oxygen into the room. The process then repeats itself every 60 seconds when the generator is in use.

Side Bar Figure
Instead of paying for nitrogen, more fabricators are looking at nitrogen generators to supply the gas to their laser cutting machines. Burns Machinery has developed a way to enable fabricators to change the flow rate as they laser-cut different materials and thicknesses.
As Burns Machinery gained more experience generating its own nitrogen, it learned that if you try to increase the flow through the generator, you get a drop in purity.
“The problem with typical laser applications is that you might be cutting 16-gauge stainless in the morning and 0.50-in. aluminum in the afternoon. The flow rates are radically different,” Burns said. “For those two cuts, 16-gauge stainless will take about 1,000 cubic feet per hour, and that 0.50-in. aluminum cut is going to take 5,000 cubic feet per hour.
“On our conventional generator, I get four nines [99.99 percent] or five nines [99.999 percent] purity with low rates, but when I try to cut the heavy material with a big nozzle, my purity can drop down to two nines [99 percent],” he continued. “That has an effect on the cut quality, especially on stainless steel. The other alloys don’t seem to be bothered much at all by the drop in purity. But with stainless steel in particular, you can start to see a deterioration in the cut as you cut below three nines [99.9 percent] in purity.”
Since most job shops, like his own, rarely run the same type of material and the same thickness for an entire shift, Burns and his engineers developed a way to deliver increased flow rates for the thick cutting jobs. They decided to store it.
More specifically, they are taking 99.99 percent to 99.999 percent pure nitrogen from the low-pressure nitrogen storage tank, boosting it to 4,300 PSI with the help of a high-pressure pump, and storing that nitrogen in high-pressure cylinders that feed the fiber laser cutting machine. A bank of cylinders taking up a 4-sq.-ft. footprint can provide two days’ worth of high-pressure nitrogen.
Burns said that once a PSA nitrogen generator is in place, a fabricator really only has to keep up with how much cubic feet of nitrogen was consumed. Being that the generator can run around the clock, the fabricator can rest assured that the nitrogen will be replenished for the morning shift.
With the only real ongoing cost to run the generator being the energy required to operate the compressed air source, Burns said that the return on investment for this type of system is measured in months. Those fabricators that are used to buying cylinders of pure nitrogen will definitely recognize the savings, he added.
Meanwhile, Burns’ shop is using the nitrogen 10 hours a day. Any performance improvements in the system will be shared with users. Like all fabricators, they are looking continuously to find a better way.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





