
















Punching Product Manager
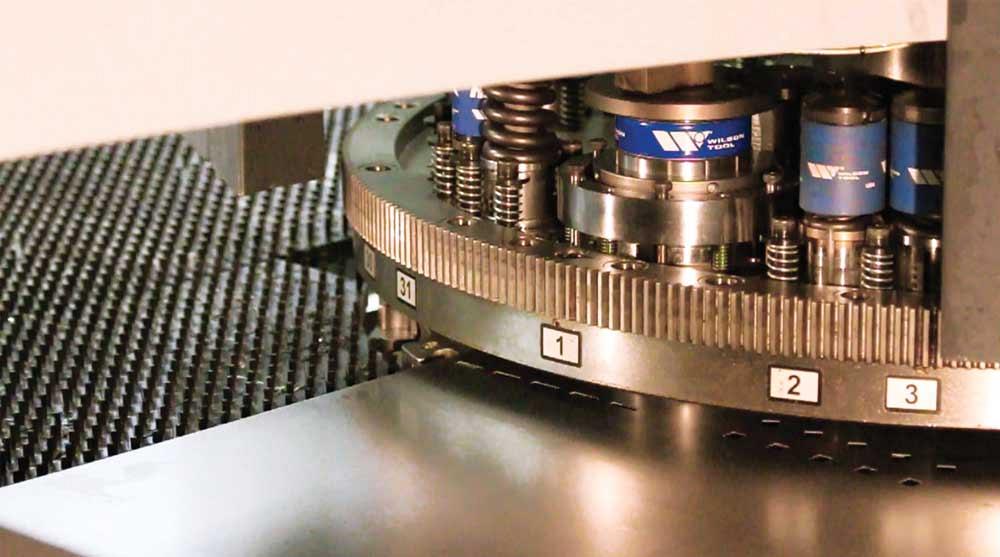
Turret-style punch presses are equipped with an auto-index station that rotates the multitool to the programmed angle.
Having enough capacity and operating at top efficiency are both common challenges job shops face in punching applications, especially those regularly producing varying volumes from short to long part runs.
Frequently a variety of tools are needed for each job, but space in the punch press is limited. To complete the part and accommodate all the proper tooling, operators often are forced to stop production midrun, complete a tooling changeover, and then restart production. Clearly, disruptions like these decrease efficiencies dramatically and generate costly downtime.
The labor and downtime costs incurred to perform multiple changeovers during a part run can infringe on profits. However, the option to invest tens of thousands of dollars in a new punch press with greater capacity may not be in the budget.
Punch tooling manufacturers are bridging this gap with multitools (see Figure 1). Using them, fabricators can add capacity to their existing punch press and side step the limited space restrictions. As a result, shops can be nimble, performing tool changeovers for short and long part runs and with faster turnaround times.
How does a multitool work? It is similar in concept to a cluster tool because both include multiple punches in a single tool. However, a multitool differs in that only one tool punches at a time. The flexibility and increased capacity stem from the multitool design and configuration, which allow fabricators to use a single toolstation better by adding multiple punches.
The multitool’s relatively simple setup can increase capacity substantially. When a multitool is loaded into one punch press station, the press delivers the same punching results as a standard setup but with more tools, because each punch in the multitool operates independently.
For example, with multitools, a 20-station punch press can be configured to the capabilities of a 42-station press. If an operator loads three multitools with eight stations each, that increases the punch press’s capacity from 20 to 42 toolstations. As a result, the capacity has more than doubled, while the number of required changeovers has been dramatically reduced.
One of the advantages of implementing multitools in an existing punch press is eliminating the need to purchase an entirely new punch press while still gaining tooling capacity and production efficiencies. Although retrofit opportunities exist, multitools technology has advanced along with punch press technology, so fabricators may want to consider a few limitations of implementing multitools in older punch presses.
Typically, older multitools designed for older punch presses use a punch that is specially designed for use in a multitool system. This means that most punches used in the shop regularly might not have the correct configuration to work in a multi-
tool. Newer versions of the multitool have evolved to be compatible with standard adjustable punches and guide assemblies. This provides greater flexibility and cost savings for shops.

Figure 1
Using multitools, fabricators can add capacity to their existing punch press and side step the restrictions of limited space.
Multitool punching requires both an upper and lower assembly to function properly, which is why multitooling is built in sets (see Figure 2). The upper multitool assembly is offered in several styles that can accept small punches or even complete punch and guide assemblies in some instances. The newer lower multitool assembly accepts standard dies, but most older designs require nonstandard dies.
Regardless of the machine’s age, indexing, moving, and rotating different types and shapes of punch tools are essential to the functionality of the punch press. They are also key to increasing capacity and creating efficiencies with multitools. Much of the press’s capability is limited to its software and programming. Advanced programming might be required for implementing multitools on older machines, while newer CAD packages can make the implementation a more streamlined process.
Most modern punch press machines can rotate the multitool so that punching operations can be performed at any angle. Each tool rotates according to the part design and CAD programming, which can vary depending on the type of punch press. For example, typically, turret-style punch presses are equipped with an auto-index station that rotates the multitool to the programmed angle (see lead photo). Other types of machines can rotate every tool individually.
The type of punch press often dictates which type of multitool a fabricator can choose, simply based on compatibility. In those instances, many fabricators will retrofit an older machine so as to have more choices for installing multitools with more advanced technology.
Because of the nature of the multitool, just about any type can increase press capacity. Each type and style of multitool come with benefits and limitations, so consulting with a tooling manufacturer can help fabricators make the right decisions for their operations.
A multitool is designed to hold between three and 30 punches, depending on the type of part run (see Figure 3). This flexibility in capacity gives fabricators assets for tackling challenging jobs of all sizes and reaching production goals in both turret- and rail-style punch presses.
Tooling is available with a number of coatings, so it’s best for a fabricator to consider each application and how each material reacts with different tool steels and coatings. Besides coating type, multitool dies can have other features, such as slug retention.
Using standard tools in multitool systems can help reduce costs significantly. Because the tooling manufacturer produces standard tools at a high volume, it can deliver lower costs to fabricators than it can with custom tooling.
With fewer tool change requirements, reduced labor needs, and faster production, fabricators can generate cost savings that can then be passed along to customers.
In addition, multitools often bring an ancillary benefit of having fewer tools to manage and place into inventory because operators can run more jobs with fewer tools. This helps fabricators reduce overall costs compared to using many individual tools for short and long production runs.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}