















TruPunch Product Manager

Figure 1: Gracias a los avances en la tecnología y en el herramental de punzonado, las punzonadoras pueden formar formas arriba y abajo de la superficie del material sin rasguñarlo.Photos cortesía de TRUMPF Inc.
En estos días con frecuencia es difícil—si no imposible—con sólo ver una parte discernir definitivamente si se hizo con una punzonadora o con algún otro proceso de fabricació.
¿Conoce la plancha de calentamiento de acero inoxidable de su restaurante favorito de comida rápida? Probablemente fue creada con una punzonadora. Lo mismo para la señal de alto que se pasó cuando corría al trabajo esta mañana.
Ha ocurrido una metamorfosis de materiales punzonados. Éstos cambiaron de ser simples partes toscas que eran jugadores de fondo a formas más sofisticadas que están al frente y al centro. Las innovaciones de las punzonadoras han hecho esto posible. En el transcurso de los últimos 40 años, la punzonadora ha evolucionado de ser el chico grande y torpe de la cuadra a un jugador hábil y sofisticado en el mundo de la fabricación de chapa metálica.
Punzonado es punzonado. Aun cuando las velocidades de la máquina han aumentado, la tecnología básica en sí en realidad no ha cambiado en 30 años. Sin embargo, lo que ha cambiado es que las punzonadoras de hoy llevan más punzones. En otras palabras, usted obtiene más que sólo agujeros punzonados.
Estos cambios han resultado en la eliminación de opciones secundarias para muchos fabricantes de metal. Por ejemplo, un taller con una punzonadora y herramental modernos puede no necesi-tar una prensa dobladora para doblar una parte.
Así que ¿cuál es el secreto del recién elevado status del punzón? Aun cuando ciertamente se han dado grandes pasos en el área del herramental de punzonado, no son los únicos secretos detrás de la exitosa transformación del punzón.
Uno de los avances más importantes en el punzonado fue el desarrollo de la estrategia de una sola cabeza de corte, el cual permite que la punzonadora acepte cualquier herramienta y rote todas las herramientas 360 grados en el eje C a cualquier ángulo en incrementos de 0.001 pulgadas. Esta recién descubierta versatilidad con una sola herramienta puede resultar en una reducción del costo del herramental de hasta un 30 por ciento debido a que usted no necesita múltiples herramientas para hacer una tarea.
La estrategia de una sola cabeza de punzonado deriva del concepto de centro de la máquina, el cual involucra una he-rramienta en contacto con el material en cualquier momento dado. Juegos de he-rramientas específicos se arreglan en porta-cartuchos separados en un sistema de herramientas de riel lineal. Cuando usted termina de usar una herramienta en el material, la máquina quita esa herramienta, con todos los cambios de herramental desde la cabeza de punzonado ocurriendo fuera de la superficie del material.
La cabeza de punzonado única además simplifica el diseño de partes punzonadas y la programación de la máquina. Usted no tiene que preocuparse por la ubicación de la estación o de cuáles herramientas pueden rotarse y cuáles no.
Otro avance en el punzonado fue el desarrollo de una opción llamada el dado “activo”, el cual causó un impacto significativo en la estética de una pieza punzonada. El tipo de opción de dado aumenta las capacidades de formado (vea la Figura 1) debido a que el dado en la máquina puede retraerse o bajarse. Pueden hacerse formas debajo de la hoja. Esto resulta en un punzonado libre de rasguños debido a que las partes formadas no se quedan atrapadas en la mesa.
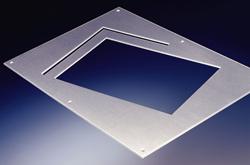
Figure 2: Con las herramientas de corte modernas se pueden procesar contornos en hoja metálica tanto internos como externos a cualquier ángulo, incluso en acero inoxidable de alta resistencia con un espesor de hasta 0.118 mm.
Toda herramienta puede activarse si esa opción de dado existe en la máquina. Esta innovación le permite hacer formas más largas y hasta de un 30 por ciento a un 40 por ciento más profundas.
El lado inferior de la hoja metálica permanece libre de rasguños debido a que la altura de trabajo de la base del dado puede programarse. Y la programación se simplifica con el dado activo porque usted no tiene que programar alrededor del dado o usar mecanismos grandes y voluminosos de extracción para extraer el material de las formas.
También se han dado pasos significativos en el herramental de punzonado. Los avances han llevado a la punzonadora a una liga completamente nueva cuando se trata de fabricación de chapa metálica.
Cizallamiento. Estas herramientas modernas producen partes de calidad de corte con cizalla en una punzonadora (vea la Figura 2). El punzonado convencional siempre produce una marca de recorte o empalme. Las herramientas de cizallamiento más nuevas tienen ángulos de corte mayores en comparación con el herramental estilo convencional, lo que permite un corte parecido al de tijeras a través del material y la capacidad de que la herramienta penetre con más profundidad en el dado. Esto ayuda a eliminar el marcado por traslape.
Estas herramientas de cizallamiento también tienen la capacidad de rotar y cortar en ángulo. Pueden producir cortes geométricos internos que no pueden producirse en máquinas de cizalla manuales.
Doblado. Las herramientas dobladoras avanzadas son críticas para el fabricante que produce abrazaderas pequeñas en forma de L. con cierta tecnología de herramental de doblez en el mercado, puede producirse cualquier ángulo hasta a 90 grados, hasta de 1 pulgada (2.54 cm) de alto y 3.25 pulgadas (8.25 cm) de largo en una sola carrera. Esto elimina la necesidad de componentes soldados adicionales.
También pueden incorporarse ángulos de doblez de retorno para producir un canal tipo U.
Pueden producirse pestañas de doblez para usarse como topes o posiciones de ubicació.
Control de Carrera. A veces las alturas de la forma son críticas y necesitan mantenerse dentro de 0.001 pulgadas. Muchas variables pueden tener un efecto en la capacidad de mantener esta tolerancia. La discrepancia mayor viene del espesor del material, el cual puede diferir de hoja a hoja.
Las herramientas de control avanzado de carrera se adaptan al espesor de la hoja. La herramienta mide el espesor real que se está produciendo y ajusta automáticamente las herramientas de forma para producir una altura de forma consistente sin importar las variaciones del material.

Figure 3: Ahora es posible virtualmente la producción de partes de metal libres de rebabas en una punzonadora con he-rramientas de desbarbado de rodillo y multiherramientas de desbarbado.
Herramientas de Rueda. Estos tipos de herramientas tienen numerosas funciones.
Las molduras de refuerzo se usan principalmente para reforzar material delgado, reduciendo la necesidad de producir partes de material más pesado y más caro. Con la tecnología de rueda, pueden producirse molduras a 1,600 pulgadas line-ales (40.64 m) por minuto o más rápido. Esta aplicación permite que se hagan molduras de embutido profundo en pasadas múltiples para minimizar la distorsión del material.
La herramienta de rueda de compensar está diseñada para compensar el espesor de un material para que pueda unir dos materiales o partes. El cómo se introduce la herramienta en el material, determina si el material será compensado en dirección ascendente o descendente. La rueda de compensar se usa comúnmente en chasis de computadora o en gabinetes eléctricos para hacer huecos o relieves en paneles para una apariencia limpia y lisa. Esta herramienta puede usarse para producir curvas o características de radio de compensación para aun más flexibilidad.
La herramienta de cizalla produce partes a cualquier ángulo o radio sin producir una rebaba de parte. Esto es clave si a usted le preocupa el desperdicio de material. La rueda se mueve a lo largo de la hoja de manera similar a un cortador de pizza para producir una parte o forma deseada. El cambiar el ancho de la parte de la herramienta de corte convencional algunas veces puede permitir esa parte extra necesitada en un nido para lograr una utilización de la hoja del 100 por ciento.
Las herramientas de desbarbado ahora pueden hacer lo que no podían hacer antes—desbarbar orillas creadas por una herramienta de punzón (vea la Figura 3). La herramienta rueda a lo largo de la orilla inferior de la parte y troquela la rebaba de regreso a la parte, eliminando la necesidad de operaciones secundarias.
A partir de aquí, una multiherramienta de tres estaciones acaba esquinas, agujeros y contornos para una parte virtualmente acabada directo de la máquina. Esto es especialmente útil con partes que contienen formas. A diferencia de las partes simples en 2-D, las partes punzonadas con formas o compensadas no pueden enviarse a una máquina rectificadora para remover rebabas; una herramienta de desbarbado en una máquina de punzón puede eliminar el proceso de desbarbado manual necesario para limpiar las orillas de partes punzonadas.
Las máquinas combinadas de punzonado y láser se están volviendo una pieza popular del equipo de fabricación en el taller. Con resonadores láser produciendo hasta 4 kW de potencia para propósitos de corte, y avances en la tecnología de punzonado que ofrecen numerosas opciones de corte y formado, una máquina combinada es una forma flexible de producir partes sin tener un operador moviéndolas de una máquina a otra para obtener los resultados deseados. Por ejemplo, la cabeza de corte láser en una máquina combinada también puede cortar sobre contornos de formas punzonadas en una parte.
Las herramientas para formas punzonadas siguen evolucionando. Los diseñadores están desarrollando nuevas formas de producir cejas mas grandes, curvas y costillas reforzadoras de material sobre las partes en segundos. Estos procesos se lle-van minutos o incluso horas menos que hace cinco años.
La tecnología de computadoras también ha ayudado a producir partes más rápido. Hace menos de 20 años los programadores de máquinas necesitaban escribir código para producir partes, introduciendo manualmente ubicaciones de golpe específicas para cada herramienta. Actualmente los programadores pueden procesar partes con software de programación de computadora que adjunta el herramental apropiado necesitado para la geometría de la parte. El código NC, el cual previamente tomaba horas para introducirse, ahora puede introducirse con un clic del ratón.
La tecnología de punzonado ciertamente ha cambiado en los últimos 40 años, y seguirá mejorando. Los fabricantes pueden esperar confiar en esas mejoras para cumplir una meta simple: hacer partes más rápido mientras se minimizan las operaciones secundarias.


FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





